Mazak reports strong machine tool sales in 2021
The economic rebound from COVID lockdowns enabled Yamazaki Mazak to record a strong year for machine sales in 2021, including a record month in late autumn.


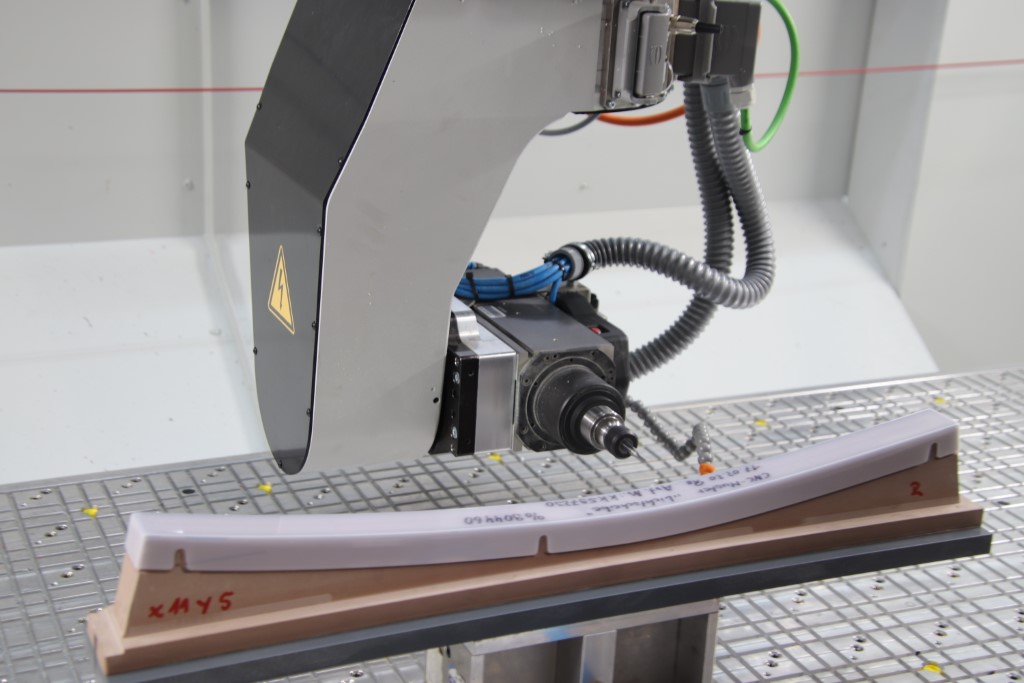
Nikolaus Fecht reports on how Krüger Aviation relies on a 5-axis CNC gantry milling machine for plastics finishing from HG Grimme SysTech.
The aviation industry is understandably very selective in its choice of production equipment. But what does a traditional company like Krüger Aviation do when it needs an extremely sophisticated machine for plastics finishing at short notice? The long-established Hanseatic company supplies more than 300 companies in the industry. 40 employees use thermoforming, CNC machining and 3D printing to produce semi-finished products as well as complex finished parts and assemblies from plastic.
“We help our customers design components, certify them or even switch from one manufacturing process to another,” begins company head of customer service, Florian Ehinger. “Increasingly, however, customers are coming in with an aluminium component and asking: could you suggest a plastic that we might be able to use there instead of aluminium?”
Optical quality’s key role
Among Krüger's particular specialities are high quality mirrors made of special plastics, for which the company is among the world's leading suppliers and for which they have received several awards such as the Crystal Cabin Award. The Barsbüttel plant also thermoforms polycarbonate (PC), polyamide (PA 66) and polyphenylsulfone (PPSU) covers for lighting and seat fittings, as well as other components for cabins and toilets. But all components have one common denominator: they are so-called visible parts without a load-bearing function.
“Visual quality plays an important role in all our components,” notes Ehinger. “That's why we put a lot of effort into this.”
Just-in-time delivery is another requirement. The aviation industry insists on extremely short delivery times, even for components that are usually produced in small batches and customised. Therefore, Krüger Aviation optimises all processes from development and production to handling. But how does a traditional company proceed when it needs a milling machine that is both highly precise and extremely fast at short notice for the finishing of deep-drawn plastic parts, known as trim milling?
The machine search begins
Krüger first took a close look at machines from well-known companies nearby, but then came across HG Grimme SysTech from Wiedergeltingen in the Unterallgäu district. What HG Grimme had in its favour was that, like Krüger Aviation, it is a family-run, medium-sized company. It has also specialised in a high-tech niche of plastics processing. Since as early as the 1980s, it has been producing CNC machining centres for the finishing of thermoformed parts, a rarity in Germany at the time. Since 2010, the company has also been building CNC gantry machining centres. However, it is not only the competence in plastics processing and the support at eye level that convince the northern Germans.
“HG Grimme's performance potential for our form of plastics finishing is ideal for us,” says Ingo Horster, chief technical officer at Krüger Aviation. “And then there was also a 5-axis CNC gantry milling machine, which was a perfect fit in terms of compact size and its performance. HG Grimme made only minor adjustments to the demonstration machine. And after a short time we were able to start trimming deep-drawn parts.”
The term ‘minor adjustments’ is probably due to Hanseatic understatement, because Krüger Aviation had a special request. As a workpiece fixture, the company has developed a vacuum clamping table that, together with semi-finished products, even holds complex shaped components at high milling speeds in a process-safe and vibration-free manner. Until now, the vacuum clamping table developed in-house was made of wood or ureol. HG Grimme was now able to manufacture a solid all-aluminium version. The desire for an even more robust clamping table is understandable, since the new gantry machines in the X/Y axis at a speed of up to 80m/min.

“We can now machine components on one machine in three and five axes,” states Horster. “We now even succeed in milling a wide variety of items synchronously on the left and right sides at the same time.”
A removable partition wall made of Makrolon makes it possible to set up on one side of the table while milling on the other. The fact that the beam with the milling head does not move from front to back, but from left to right, has also proven itself here. The operator can therefore work completely undisturbed on the second side of the table during the milling process. Horster praises the now more dynamic and at the same time more stable machining. In addition, the CNC system in gantry design works so precisely in the µm range despite the high milling speed that subsequent polishing is often unnecessary.
A dynamic milling head
One unusual sight is the very compact milling head, which can rotate a maximum of 540° and swivel up to 365°.
“Because high forces don’t occur here as in metalworking, we can work with a milling head mounted on one side,” explains Horster. “With it, we also mill the typically filigree workpieces very dynamically, because we can now swivel the head down very far without the risk of the milling head colliding with the table or the fixtures.”
The risk of collision is now much lower than with the previous machine.
The experience with the first milled components was good. Krüger Aviation initially started with thermoformed semi-finished products made of the plastic ureol and is now also testing components made of other plastics for the aviation industry, which will then be subject to the ‘first article inspection’ by customers.
“So far, everything is working excellently,” concludes Horster. “We're not on the stopwatch when it comes to milling, but it's definitely the case that the throughput time per workpiece has been reduced by half.”








