TCT 3Sixty brochure
If you’re a designer, engineer or manufacturer looking to evaluate, adopt or optimise 3D printing for your business, TCT 3Sixty is the event for you.


In this article, wire arc additive manufacturing developer, WAAM3D, reveals how it worked with the Aircraft Research Association (ARA) to accelerate the development of models used in wind tunnel testing applications.
Since the first enclosed wind tunnels became operational back in the 1800s, they have proved their value in aerodynamic investigations and have been a fundamental contributor to every major aircraft programme.
Over recent years, the Aircraft Research Association (ARA) has been looking at ways to improve lead times and costs for model creation and the latest partnership with leading wire arc additive manufacturer WAAM3D has demonstrated the potential of this technology for such projects.
Based in Bedford, ARA has spent many years providing independent research and development to the UK aerospace industry. With a global customer base extending from the west coast of North America, across Europe, to the Far East of Asia, ARA is recognised as a centre of excellence in aerodynamics. Working on many innovative projects for the worlds’ major commercial aircraft and defence system manufacturers, ARA is used to pushing the design envelope for technical advantage.
Having previously investigated the potential of making a steel wing with the founders of WAAM3D and its team at Cranfield, the aerodynamics engineers at ARA knew that wire arc additive manufacturing (WAAM) had the potential to reduce wind tunnel model lead-times and costs.
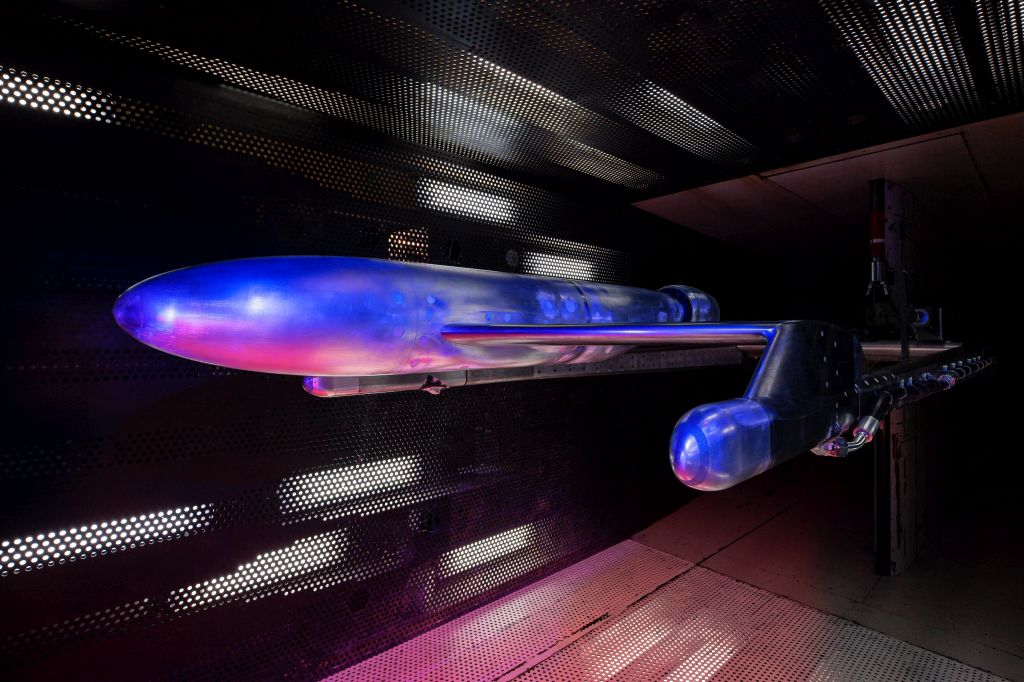
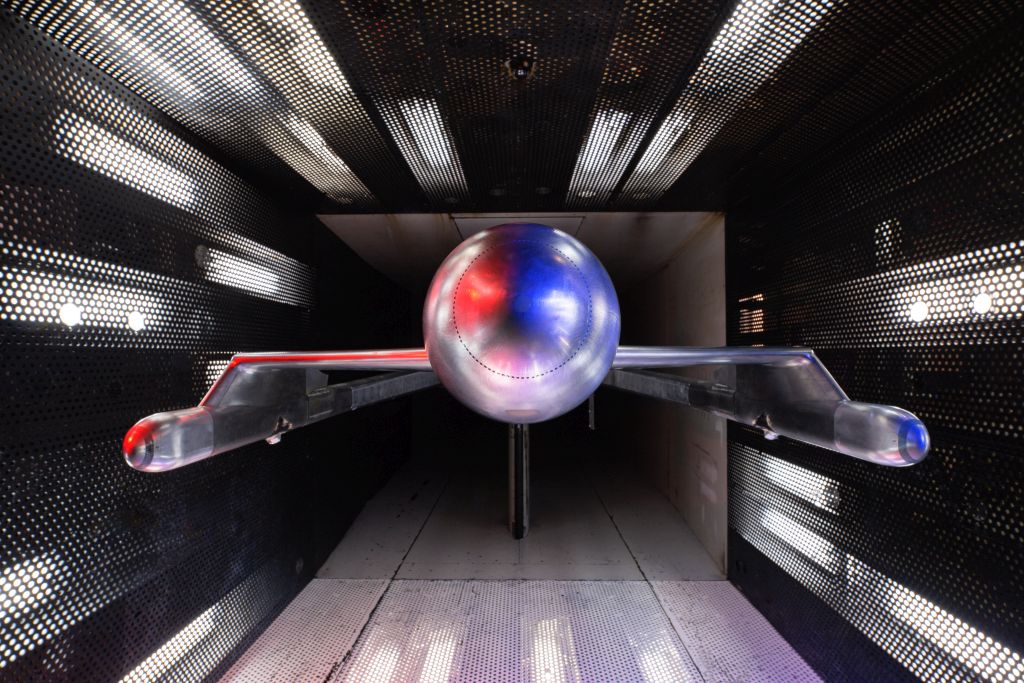
To test this theory, ARA chose a 190mm diameter and 350mm length aluminium nose cone to be produced using the WAAM process that could be integrated into a wind tunnel model as part of a Clean Sky 2 research and innovation funded programme.
Laying on the wire
One of the oldest forms of additive manufacturing, WAAM is a form of a Direct Energy Deposition (DED) technology that uses an arc welding process to 3D print metal parts. Unlike metal powder bed fusion AM processes, WAAM works by melting and extruding metal wire feedstock layer by layer in the form of a continuous bead on to a substrate using an electric arc as the heat source. The process is then repeated continually until the metal part is completed and then removed from the substrate.

Motion is typically provided by a robotic arm with a weld forming end effector or CNC gantry arrangement, providing a high degree of flexibility and scalability. Additionally, multiple robotic arms can be combined together to deploy multiple processes simultaneously to achieve larger part sizes and higher deposition rates.
The higher deposition rates achieved with the WAAM process makes it suitable for large-scale engineering components, which can be printed rapidly, with reduced manufacturing waste and minimised cost.
Multiple processes are available (arc, laser, hybrid, multi-energy-source) and with each of these processes different characteristics afford a wide range of capabilities.
However, as WAAM typically produces near-net-shape parts with an irregular surface finish, due to the layered structure, the surface of a part usually requires some form of finish machining, grinding and post process surface finishing.
Optimising design for WAAM
Based on Cranfield University’s pioneering research carried out since 2006, WAAM3D is now a leader in large-scale additive manufacturing. Having experience of delivering turnkey solutions based on in-house developed products, services, and materials, the team worked closely with ARA to optimise the design of the nose cone to ensure it delivered in terms of time and cost savings.
“We have learned how to fine-tune the WAAM process over the years, to ensure material usage, cost and production times are minimised,” explains Dr Filomeno Martina, CEO and co-founder of WAAM3D. “For example, on this ARA project, we considered the geometry and made sure that the majority of the starting bar feedstock was built around a vibration damper integrated within the nose cone. This minimised the deposited material, saving time, money, and materials.”
The nose cone was made from aluminium 2319 wire feedstock. The near-net shape was produced in WAAM3D’s large format 3D metal additive printing platform - RoboWAAM and was carefully monitored throughout the deposition process by ARA and WAAM3D.
“We chose to produce a nose cone using WAAM, as we wanted a low-risk way to investigate the WAAM technique,” comments Dr James Alderman, principal aerodynamics engineer at ARA. “A nose cone is a relatively un-stressed part, with a safety factor of around 200. The aim was to see how the process performed in terms of timings, cost, and material savings and to subsequently decide if higher-stress components would benefit from this production process also.
“Once printed, the critical surfaces of the nose cone – those that would be wind swept or interfacing – underwent post machining and inspection at ARA. We set surface profile and finish tolerances of < ±0.1mm and Ra < 0.8µm respectively and these were achieved with ease. Also importantly, there were no issues with any distortion during the machining process.”
Reduction benefits
The two organisations, leveraging on decades of experience in their respective fields, were able to reduce material usage by 74% in the aluminium nose cone, which has significant environmental benefits for other projects moving forwards.
Regarding timings and cost, Alderman adds: “This project was carried out so that we could learn about the process of designing for WAAM and how to post machine it, so we took our time with it. However, we believe that WAAM would deliver around 5-10% cost savings compared to machining from billet in aluminium and would be delivered more quickly now that the learning curve has been shortened.
“The nose cone produced using WAAM was a success, as it demonstrated the potential benefits of this technique for the manufacture of wind tunnel model components. I see WAAM as a way of shortening our lead-times and costs and cutting material waste on other components in the future.”
“The nose cone has been successfully integrated into a wind tunnel model that has been tested in ARA’s transonic wind tunnel,” Dr Martina concludes. “Through this project with ARA we have been able to demonstrate that prototypes can be developed quickly, and to defined tolerances, using WAAM and perform well under testing conditions.”
WAAM3D provides total, turnkey solution delivered via a WAAM ecosystem that is based on in-house developed hardware, software, services, and materials. The company says that by pushing the boundaries of WAAM capabilities, it is helping those in aerospace, oil & gas, mining, and other industrial applications to increase design freedom, reduce costs and shorten lead-times of medium to large sized components.








