More than a feeler!
Capacitec president, Robert Foster and Capacitec Europe commercial director, Bryan Manning explain how the company’s Gapman Gen3 is replacing feeler gauges within the aircraft shimming process.


The Capacitec Gapman portable non-contact electronic gap measurement system has been used for aircraft shimming applications since 1996. It has replaced feeler gauges and other mechanical contact methods at all major commercial aircraft manufacturers with a non-contact ‘electronic feeler gauge’.
Released in 2011, the new standard Gapman Gen3 is a portable battery operated, non-contact gap measurement system. It includes two capacitive sensors – one looking up and the other looking down installed at the end of a flexible Kapton wand.
The sensors are connected to the Gapman Gen3 electronics and use a separate conductive ground lead being attached to the target surfaces. The sensor pair acts as one plate of a capacitor. The grounded targets act as the other plate of the capacitive return. The gap between each sensor face to the grounded target is linearly calibrated to digital engineering units. The results can be recorded into internal Gapman Gen3 memory or sent by USB or Bluetooth to a laptop computer.
More than a feeling
Traditional gap measurement methods, such as feeler gauges and plastic shims cannot meet today’s quality methods and specs for accuracy and repeatability due partially to operator subjectivity. They’re also unable to automatically record and store error-free data. Feeler gauges can readily measure gaps with in-plane access to parallel surfaces, but in the case of inboard hidden gaps where the gap dimensions change along the length of a long tapered gap, the feeler gauges cannot measure above its own thickness. The advantage of the Gapman Gen3 is the flexibility for its wands to be inserted into gaps with difficult access.
Aircraft and engine production volume build rates continue to increase, putting pressure on gap and other measurement suppliers. Rising labour assembly costs are also pushing aircraft and engine builders to develop more proficient processes on the improved fuel consumption A320neo and 737MAX models along with other new programmes, such as A330neo, 777X, Embraer E2 and associated fuel-efficient engines. The Gapman Gen3 digital approach to recording and transmitting accurate data is giving faster gap measurement throughput to support the efficient manufacturing processes of these programmes.
To date, the Gapman Gen3 has achieved a gap measurement/shimming operation schedule reduction of five times faster than feeler gauges. This return on investment is well known at major airframers. Additional benefits are: reduced overall cost, enhanced structural integrity of aircraft components and a shim gap measurement database to assist in process improvement and increases the ship set production rates.
Furthermore, this added benefit of reduction in lead-times doesn’t compromise simultaneously measuring more gaps without the risk of manual data transfer errors. This includes the ability to measure difficult corner gaps, which aren’t possible when using feeler gauges.
At the touch of a button
The Capacitec Gapman Gen3 also has an efficient calibration software application, offering both time and lower cost benefits to calibration lab personnel. They can now recalibrate the Gapman Gen3 for a wide variety of target materials gap combinations with CFRP/metal (rough, smooth, painted or non-painted surfaces).
Gap testing data shows that there is a small offset deviation with each of these material surface combinations. A simple adjustment using the built-in ‘set to standard’ button on the Gapman Gen3 adjusts the specific offset values for that material combination in a perfectly flat and parallel metal to metal certified gauge block gap standard to achieve the accuracy.
In some aircraft assembly locations there are hundreds of shim gaps to measure over long surface segments stretching out dozens of metres long. This situation requires moving the grounding lead locations several times in the process to typically grounded temporary fasteners. Capacitec is in the final stages of development of a Gapman Gen3, which won’t require this grounding lead attachment to the targets assuming that both targets are conductive. This option will add to the reduction of time required to measure these multiple shim gap locations.
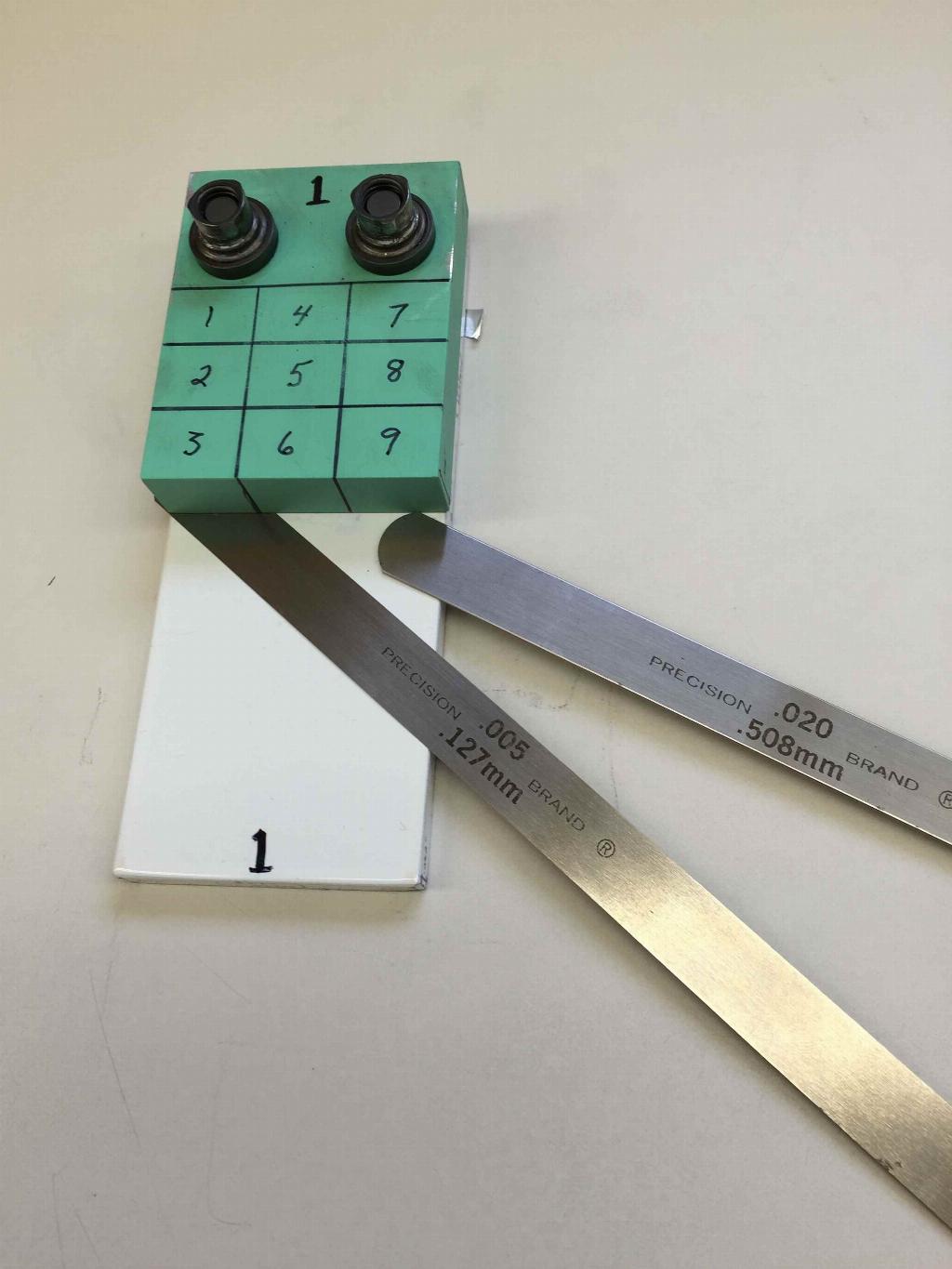
When measuring coplanar gap arrays, whether by design or manufacturing process, the 80% rule is that CFRP materials are not flat. Therefore, you’re at a significant disadvantage when using a single feeler gauge, i.e. 0.020” (0.508mm). Since the relationship of two planes can diverge in two axes, the only way to compensate filling this gap with a shim pad is to measure many locations. This will make the process time greater and may have impossible locations for ‘hard stop’ tooling. This is the case whether there is a smaller support pad (10cm x 10cm) or a substantially larger pad. The problem exists either way. The time and effort to measure these pads makes it worse by a multiple of the area. For example, there is a 10cm x 10cm surface where four gap locations must be measured. If the linear length of the shim is doubled in the X and Y axis, the area increases by four times. So, with a 20cm x 20cm measurement location an operator has to measure 16 times to cover that new location area in able to fit a shim.

The generation gap
Larger shims in applications such as fuselage joins, wing assemblies and elevator and engine pylon joins are driving aircraft builders to look for new gap measurement systems with the ability to measure higher volumes of gaps with one electronic systems. To meet these challenges, Capacitec is in the development of the new Capacitec GapmanGen4. This will be a multi-channel measurement system (8 to 16 gaps) to map out the dimensions/contours of larger and very large shims required in critical join locations.
GapmanGen3 in conjunction with a Capacitec spring contact wand has just been designed-in as a standard measurement tool to measure the length of individual fan blades on the new LEAP-X mid-sized commercial aircraft engines.
The existing traditional contact-method of go, no-go mechanical step gauges has now been replaced with the new Capacitec digital system which offers a fully-portable, battery operated precise gap measurement system. The spring contact gap wand design eliminates the need for normally required grounded targets, allowing the system to precisely determine the length of each of the individual blade edges as it passed above the rub coat surface starting with the 6 o’clock position. Operators then measure the gap at the 9 o’clock, 12 o’clock and 3 o’clock positions to determine if the fan blade is correctly centred in the aircraft cowling. The better the fan blade centring, the more efficient and reliable the engine.







