Fanuc Ireland to debut at trade show as platinum sponsor
Fanuc Ireland is set to make its trade show debut this November, as platinum sponsor of the National Manufacturing & Supply Chain Conference & Exhibition.


Cevotec’s composites project manager, Dr Dimitrios Sikoutris examines the latest advances in multi-material lay-up of aerospace sandwich structures.
The aerospace industry’s continuous drive for emissions reduction through more efficient structures leads to an extensive use of composite sandwich structures.
Because of their excellent stiffness-to-weight ratio, these structures are suitable for weight-restricted applications like winglets, horizontal and vertical stabilisers, flight control surfaces, radomes, aerodynamic fairings and nacelle structures.
In the production of all these components, the geometric complexity and the special multi-material mix needed pose a particular challenge. Production usually requires several process steps and involves time-consuming manual work steps. With Samba Multi, Cevotec says it now offers a production system that enables manufacturing of sandwich components automatically and without manual work steps in a single production unit.
Sandwich structures are multi-component structures comprising - in their simplest form - of a core and two skins, with the skins significantly thinner than the core (figure 1). The skins take most of the normal stresses (tension/compression) and a small fraction of the shear stresses while the core is considered to bear most of the shear stresses and a very small portion of the normal stresses.
Depending on the application, the core materials and their architecture vary. In aerospace applications, the core materials are mainly metallic honeycombs of aluminium or titanium, or closed cell rigid foams. While for maritime/offshore applications laminated wood, nomex honeycombs and rigid foams are more usual.

The main assets of the sandwich structures are their low weight and their high mass specific stiffness. However, they also present certain weaknesses. For example, the through-thickness compressive strength of the sandwich is limited by the core’s compressive strength. This means that in highly stressed areas under compression loads denser core or even solid inserts should be used. When the structure is subjected to bending loads, the strength of the skin core interface is crucial because bending loads induce shear stresses in the core-skin interface. In highly-stressed parts, an additional adhesive layer is needed and applied. When metallic cores such as aluminium or titanium honeycomb are used in combination to carbon fibre skins, electrical isolation is needed between the core and the carbon skin to prevent galvanic corrosion. This leads to the need of an additional material to be added on the composite stack, usually this is a fine weave glass fibre fabric (figure 2).
Manufacturing sandwich structures can be tricky. In a nutshell, nearly all production processes require different stations for the individual materials deposition. Although flat structures can be relatively easy to fully automate to some extent, the exception arises if adhesive layers are needed. Currently in most cases, this step is performed manually by a human operator. However, the production of curved sandwich structures with the exception of some areas/materials that are deposited automatically already, require manual work steps.
Another challenge in manufacturing relates on whether the core is continuous or discontinuous. Continuous core structures do not pose any significant challenges for production. Discontinuous core structures though, increase the manufacturing complexity because they require transition areas for the core, also known as chamfer transitions (figure 2).
Patch placement advances
In most cases, the bottleneck in production are the manual worksteps. To streamline production, automation is needed. A technology that rises up to the challenge is fibre patch placement (FPP). FPP is the advanced technology for the automated fibre lay-up of geometrically complex multi-material composites and reinforcements. Defined fibre elements (patches) are automatically cut from a tape and accurately positioned on a previously calculated position with the aid of one or more robots and a flexible patch gripper.

Fibre patch placement specialists, Cevotec has successfully tested and processed different types of materials: structural function - carbon fibre prepreg (UD and fabric), glass fibre prepreg (fabric) and aramid fibre prepreg (fabric); auxiliary function materials - copper mesh prepreg for lightning protection, glass fibre prepreg (fabric) for top and isolation layers and adhesive prepreg.
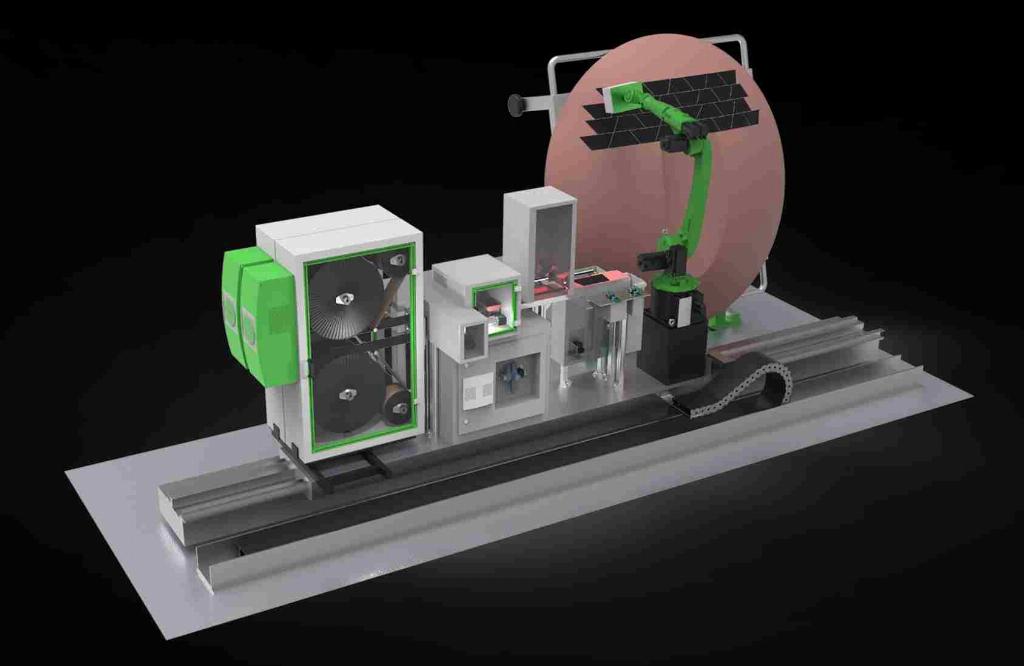
With SAMBA Multi production systems (figure 3), Cevotec offers a solution for processing different materials in a single unit. This entails great advantages, being able to merge the different stations for material deposition into a unique one and omit manual worksteps. SAMBA Multi features parallel feeding units for different materials to be processed in one production system and placed precisely on 3D sandwich cores or preforming tools. Cutting units that can be either a laser, ultrasonic cutting knife or conventional cutting knife depending on the customer needs and applications offer increased flexibility to the shapes that can be cut. Two high resolution quality inspection cameras assure the dimensional accuracy of the patches. Finally, high precision placement & tool manipulation robots are capable of placing the patches using the patented form adaptive gripper technology (figure 4) of Cevotec and also manipulating the tool inside the manufacturing cell.
By mounting the FPP unit on a linear axis, the concept also enables the production of particularly long and wide components in aerospace applications. Adapted to specific component sizes, the patch grippers can be scaled to DIN-A5 and DIN-A4 size to meet the requirements of common aircraft components. An integrated gripper station enables the automated exchange of grippers during the process.
Big benefits for manufacturers
The advantages for manufacturers are manifold: Different materials can be deposited automatically on the same mould in the same system. This results in a compact shopfloor footprint which makes SAMBA Multi easily integrated into existing production lines. As switching between the different materials is done as quickly as gripper changes, processing complex multi-material geometries is extremely flexible. The integrated quality assurance leads to high repeatability (figure 5). This, combined with the robust manufacturing cycle and the high scalability of the production process (one and the same process works both for a few hundred and several thousand units per year), result in a perceptibly reduction of the per-part cost.
The automated multi-material lay-up of complex sandwich components has an extremely positive effect on process times and thus the production volume. The fibre deposition with controlled pressure and heat enables skipping intermediate compactions and thus reduces process times significantly. In addition, FPP sustainably reduces recurring production costs in many applications. Time and cost savings of 20-40% play a major role, of course, but automation with FPP often enables further optimisation of the overall process.









