It’s what’s inside that counts!
L&L Products develops a range of materials dedicated to aircraft interiors. Mike Richardson hears how the company meets the technology challenges taking place inside today’s modern civil aircraft.


Thanks to the use of lightweight materials while offering very high stability and stiffness, sandwich panel constructions are very often used in today’s sophisticated aircraft interior structures. In structural applications, such as ceiling or floor panels, kitchen or toilet walls, sandwich panels can carry significant loads without material deformation and offer high impact resistance.
Sandwich panels consist of a honeycomb core made from various materials, from aluminium to non-metal constructions. They are manufactured thanks to the use of pre-impregnated glass- or carbon-fibre based prepregs, that are laminated on the top and on the bottom of the honeycomb core and then cured in an oven, press or autoclave.
Often, the designers of interior components have requirements to reinforce some local areas of these sandwich panels, e.g. the panel edges or the areas where material inserts need to be fixed within the sandwich structure: a typical case is the fixation of seats to the aircraft floor panel by bolts, requiring a series of inserts within the honeycomb core. Here, it makes sense to use a compound filling the honeycomb core, thus allowing for increasing the stiffness and strength of the sandwich panels and obtaining strongest fixation. In order to save weight while delivering maximum local stiffness, the compound needs to fill the honeycomb core reliably and homogeneously. Von Roll’s NEXT GEN core filler outperforms these requirements, figuring as the most solid and durable anchor point for these kinds of point-precise assembling constructions.

Core fillers are a quite costly product which results from the cost of the raw materials used in it as well as from the complexity of the manufacturing processes. When using manual potting operations, manufacturers traditionally make extensive use of the core filler due to difficulties in filling specific target areas or single cells.
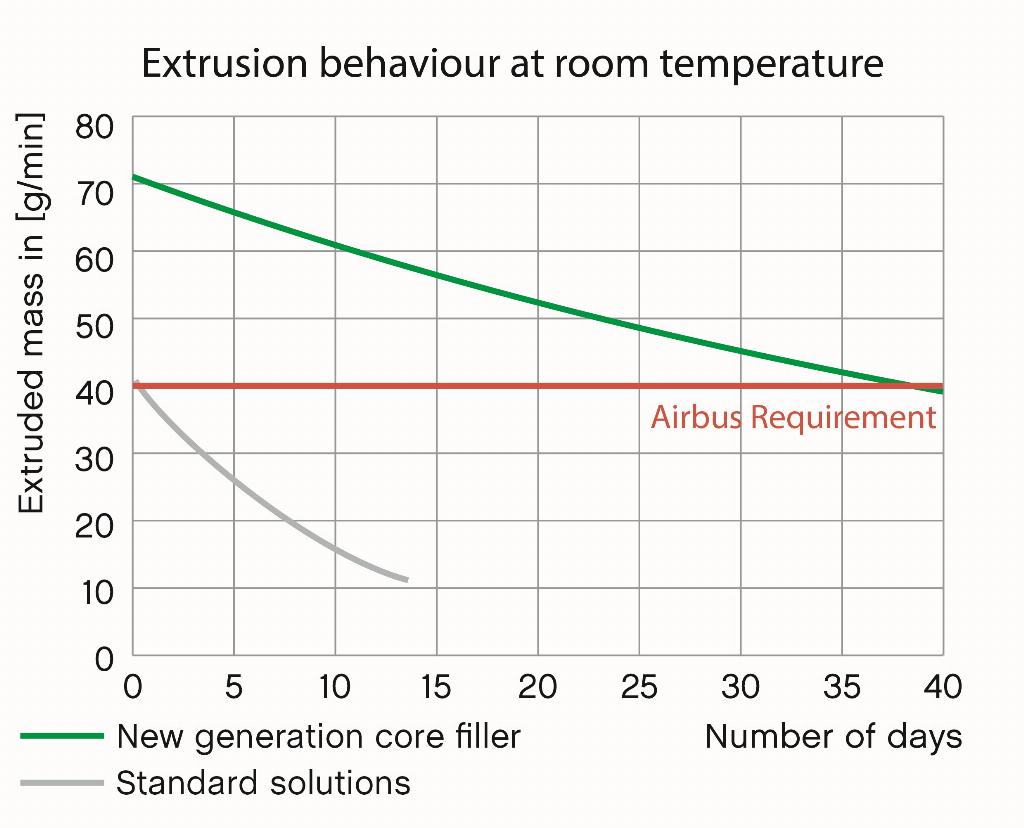
The new NEXT GEN core filler has performed extremely well in Von Roll’s internal tests. Its most important advantage is the long pot and storage life at ambient conditions as well as its very precise dosability which makes the material the ideal choice for automated honeycomb potting.
Thus, up to 20% of material savings can be reached, leading to a major cost reduction from the very beginning of the aircraft manufacturing value chain on and helping the industry to buy less material and avoid scrap production.
With regards to environmental and health aspects, VonRoll acts as a pioneer in completely excluding, for the first time, smell-causing and volatilisation-causing anhydrides as well as halogens and solvents. Furthermore, while current core fillers consist of two components which need to be mixed before using, the NEXT GEN core filler comes in a single component, directly ready-for-use.
The very low density of 0,7 g/cm3 or lower offers the manufacturers significant advantages for weight reductions. With standard curing temperatures between 125°C and 150°C, the Von Roll NEXT GEN core filler is compatible with all kinds of curing processes and cycle times of common prepregs for the aircraft interior. Furthermore, it is easy to handle and store. While traditional core fillers need to be processed within two or three days, the Von Roll NEXT GEN core filler can be stored and used up to week weeks at room temperature. Even in contact with humidity, this long-time expiration is guaranteed. Since the core filler´s expansion coefficient is near 0 under the influence of heat or load, it is the material of choice when it comes to structural fixations.
The core filler can either be dosed and inserted into the honeycomb core manually with a spatula or using high-precision automation with a robot-based metering system, guaranteeing maximum process reliability. Thanks to the low viscosity, major time savings can be made: the extrusion rate when using robots in the automated application process is very high, pushing even more material in less time, meaning a much quicker production compared to traditional products. A significant cost reduction through higher accuracy and repeatability of the potting reduces drastically material waste, manual labour in the manufacturing process and non-conformities.
In order to bring the automated application process to the next level, Von Roll has joined forces with Airborne, frontrunner in the digital solutions for composites manufacturing, and ViscoTec, supplier of dosing pumps and dosing systems for medium to high-viscosity fluids to deliver the flawless filling of aircraft interior panels through a one-hand metering system for this product.
The NEXT GEN core filler is compatible with phenolics and epoxies. For example, it is compatible with a new class of Von Roll’s FST compliant prepregs belonging to the EP200 family, that provides highest mechanical properties and surfacing quality on standard honeycomb cores and can be processed together with the core filler on any kind of honeycomb support.

Two variants of the NEXT GEN core filler are available today, EP401 and EP411, to offer to the market solutions which are compatible with or without the use of a dedicated press.
Based on decades of experience and successful working relationships with the aerospace industry for products like plugs or machined panels, this development is compliant with the requirements and regulations of the aviation industry, including all criteria of non-flammability and fire-retardancy properties.
Von Roll has supplied the NEXT GEN core filler to certified European Tier 1s in the aerospace industry and is actually working on the product qualification at short notice.
Part of the strategy of the global market leader in composites and electrical insulations Von Roll is to support the aerospace industry to achieve their goals in reducing the CO2 emissions for a better compliance with environmental goals, long-durable solutions for constantly improved passenger safety and comfort during the flight. With its state-of-the-art R&D facilities and modern dedicated aerospace labs in Switzerland, Von Roll supports the industry in further saving weight and cost from the very beginning of the value chain on, reducing scrap, lowering the part costs and achieving a faster production.









