When Lockheed Martin envisioned the F-35 Lightning II there was no doubting the ambition for its capabilities. Ed Hill discovers what this has meant for the manufacturers.
The F-35 is a fifth-generation fighter aircraft that not only benefits from the latest design, engine, avionics and software advances to give it the edge over its competitors, but through the B variant also offers short take-off and vertical landing, and through the C variant, catapult assisted aircraft carrier operations.
So, what were the trade-offs between a machine that would offer the greatest fighter performance and the more practical considerations of assembly?
Dr Don Kinard, senior technical fellow, F-35 production begins: “Every aspect of the aircraft underwent a trade study whether in performance or production. For example, when it came to cost versus weight we used aluminium where possible because it is easy to drill and lightweight. We used titanium where it was needed considering that it is harder to drill and more expensive to machine and we used composites, provided they saved enough weight to buy themselves onto the project.
“Additionally we made a lot of trades to improve the sustainability throughout the lifecycle of the aircraft. These are things that cost us more in production but work out as a lifecycle cost saving for the customer.”
Three into one
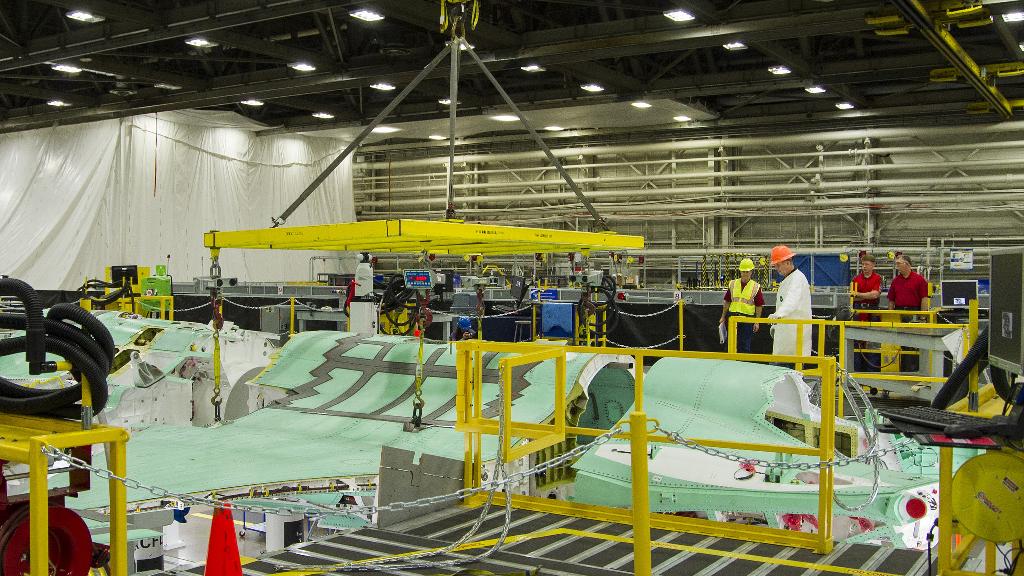
Producing all three variants on the same production line was a major ambition for the programme.
“Our aim was to reduce production costs and get the maximum commonality between all three,” Kinard explains. “So, for example, the mission systems are 100% common or shared. The vehicle systems are about 70% shared and the structure is around 20% commonly shared. That last figure is because the three variants were designed to carry out very different missions.
“What we have found as production has matured is that all the processes and materials are common, even if the some of the parts ultimately are different. So, when we started building the A variant there was the shared learning we could use on the B and C variants and vice versa.
Dr Don Kinard, senior technical fellow, F-35 production
“Our estimate is that if we had had three separate programmes, run by three separate companies, it would have meant a 30% increase in production costs, not including a lot more capital expenditure for tooling equipment and software laboratories etc.
“The commonality of the mission systems and most of the vehicle systems is also a long-term benefit for sustainability because common parts can be transported all over the world.”
Although the ambitions for the F-35’s performance were high, Lockheed Martin took a pragmatic approach when it came to production.
“The philosophy was to use low risk materials and processes, so the composites for the most part were well characterised and developed on previous programmes. There were a couple of technological challenges for large aluminium forgings which we had not done before and BAE Systems developed a great process for producing superplastic formed diffusion bonded engine doors.
“We use a significant amount of automated fibre placement (AFP) when it comes to making the composite elements, but none of these could be described as high risk applications. Its use is mainly to improve affordability.”
The main advance involved the low observables (LO) exterior [Stealth capabilities] of the aircraft. The manufacturers introduced technologies that control the thicknesses of the composite parts so when skins are installed there aren’t any mismatches on the surface.
“This was achieved through two different processes,” says Kinard. Firstly, high precision machining technology to machine sacrificial plies on some of the parts to control the thicknesses of the composites. Secondly, we used a technology called Cured Laminate Compensation which uses laser radar systems to measure the thickness of the parts and gives us the ability to add compensation material to bring it within the very tight tolerances required.
“We wanted to eliminate any filling and fairing that had been required on previous aircraft.”
Going global
All three variants are assembled at the same time on the production line
The F-35 programme has a broad globally sourced supply chain. This is partly due to the diverse variants, but also because many countries want to be part of the programme. The three main contributors are Lockheed Martin, BAE Systems, who build most of the rear aft section and empennage (tails), and Northrup Grumman, who make the centre fuselage section. Engines are supplied by Pratt & Whitney, with Rolls-Royce supplying the lift fan for the B (STOVL) variant. Further down the supply chain is a host of other companies from around the world. So how does Lockheed Martin optimise the collaboration between all these suppliers?
“With a programme as big as the F-35 we could not take on the whole programme alone. We knew we would benefit and share the knowledge that we would get from the likes of BAE Systems, Northrup Grumman and others, so early on we spent a lot of time coordinating technologies, materials, and factory processes. We have yearly tri-company meetings to share the lessons learned and technologies that we can contribute. This approach applies down the whole supply chain. We also have final assembly plants in Italy and Japan. The companies have been selected because of their capabilities and experience and not just for structural parts, but also things like avionics.”
With ramp-up rates required to rise, Lockheed Martin and its partners have introduced as much automation as possible.
“We robotically drill as many holes as we can. Automated drilling is around four times faster than manual drilling and essentially we get perfect quality. It is a repeatable and reliable process over a long period of time.
“Aside from drilling there is also robotic coating. With automated spraying, we can maintain precision and that means we can save weight by controlling the tolerances very closely. There is also precision machining of the composite materials mentioned before.”
The long run
One reason the manufacturers can introduce automation is because of the long length of the programme. Lockheed Martin is due to assemble 3,000 plus aircraft over the next 20-30 years.
Kinard notes: “Automation has been very beneficial, particularly for the B (STOVL) and the C (Carrier) models, because without it you probably couldn’t justify capital investments for building those variants as they are required in much smaller numbers.”
The final element of increased automation concerns measurement and inspection.
Bringing the elements together
“We are developing scanning technology that scans the whole aircraft and uses that data so we don’t have to take thousands of individual measurements on, for example, gap and mismatch.”
Software advances are also bringing down production times.
“The 3D solid models for the tools used in the manufacturing meant we had unprecedented fit of the parts in the assembly line. We also use that digital thread of data to drive automation.
“Additionally, the system software is used for Prognostic Health Management (PHM). The PHM system, designed for maintenance, is also used for production. As this software has matured, it is rather like taking a modern car to the workshop and plugging it into a diagnostic system. This means as we build each aircraft we can test the systems to see if there is a problem. We are continuing to develop that software as the programme progresses so we can see any issues early on.”
Lockheed Martin is currently building around four aircraft per month at its Fort Worth, Texas assembly line. It hopes to more than triple that in the next five years as production systems improve and it increases assembly technicians and equipment.
So, what future advances will hasten aircraft development and build times?
“A fundamental advance is the increased use of the digital thread,” Kinard concludes. “We can scan the aircraft with non-contact metrology that can make an image of the aircraft and directly compare that with the electronic (digital) model so there is immediate verification.
“We are developing cryogenic machining to reduce the cost of machining titanium and we want to increase automation not just for hole drilling, but also for fastener installation, sealing and coating.
“Finally we are applying more big data analytics to our systems, which gives us unprecedented visibility into how production is performing and what things are influencing the manufacturing process.”
The Farnborough International Airshow (FIA) is the stage to display some of the aerospace sector’s most advanced manufacturing technologies. Ed Hill hears how the organisers are helping companies in the supply chain to secure new business.
UK provider of Stratasys 3D printers, Tri-Tech 3D, has supplied aerospace design and manufacturing business Airframe Designs with two Fortus 450mc systems.