Seco’s ITI gives real world solutions to aerospace manufacturers
With the value of collaboration in mind, Seco and its technical partners hosted Inspiration Through Innovation (ITI) from 23-24 November for aerospace manufacturers.


There is a marked trend in the aerospace industry to ensure jet engines become more fuel efficient. To help achieve this outcome, design engineers are looking to reduce the weight of rotating components by making diameters smaller. In turn, the required seal fin grooves and relief features on cylindrical parts are also reducing in size. With this trend in mind, there is a clear demand for grooving tools with inserts that are not only thinner to deliver the extra clearances required, but meet demands for the robust machining of these small yet challenging features.
Seal fin grooves can be found on multiple sections of every jet engine. Containing pockets and grooves with small radii, seal fins work as a gas seal between the rotating and stationary parts of a turbine. These components are machined from HRSA (heat resistant super alloy) materials that have been developed to withstand extreme temperatures and pressure differences.
Grooving tools for seal fins must deliver consistent chip control and process security; critical aspects when producing key features in demanding ISO S materials. Moreover, inserts need to provide high edge sharpness to hold tight tolerances and deliver high levels of surface finish.
Sandvik Coromant now offers a 1.5mm (0.059 inch) wide CoroCut 1-2 grooving insert to complement its existing 2mm (0.079 inch) insert. Using the latest tools, it is possible for aerospace machine shops to generate even smaller radii profiles with the correct profile width. Aside from seal fin generation, the inserts can be used for a number of other narrow groove features on jet engine parts such as discs, rotors, shafts and seal rings, as well as for producing small reliefs and undercuts.
Tool path strategy
With the latest tools, Sandvik Coromant recommends profiling using a non-linear tool path (rather than straight plunging), which increases process security. Such a tool path will reduce cutting wear and component stress, which is critical for aerospace engine parts. Typically, seal fin machining takes place in the latter stages of component manufacture, where a lot of value has already been added by prior operations. It is therefore vital to deploy tool path strategies that deliver a stable process, without any failures in terms of insert breakages or inconsistent tool life, either of which might lead to costly component rejection. Non-linear tool path profiling sees the tool enter the feature from both sides, delivering chip control and more accurate geometric sizing.
Straight plunging using such a small insert will almost certainly introduce an element of risk with regard to compromised tool integrity. In contrast, non-linear tool path profiling helps to distribute wear along the whole front edge line of the insert, and continuously changes the contact point between the insert and the material to maximise tool life. The benefits are far reaching, and include improved productivity, process security and tool life, as well as a reduced number of passes and the potential to introduce ‘green light’ machining strategies.
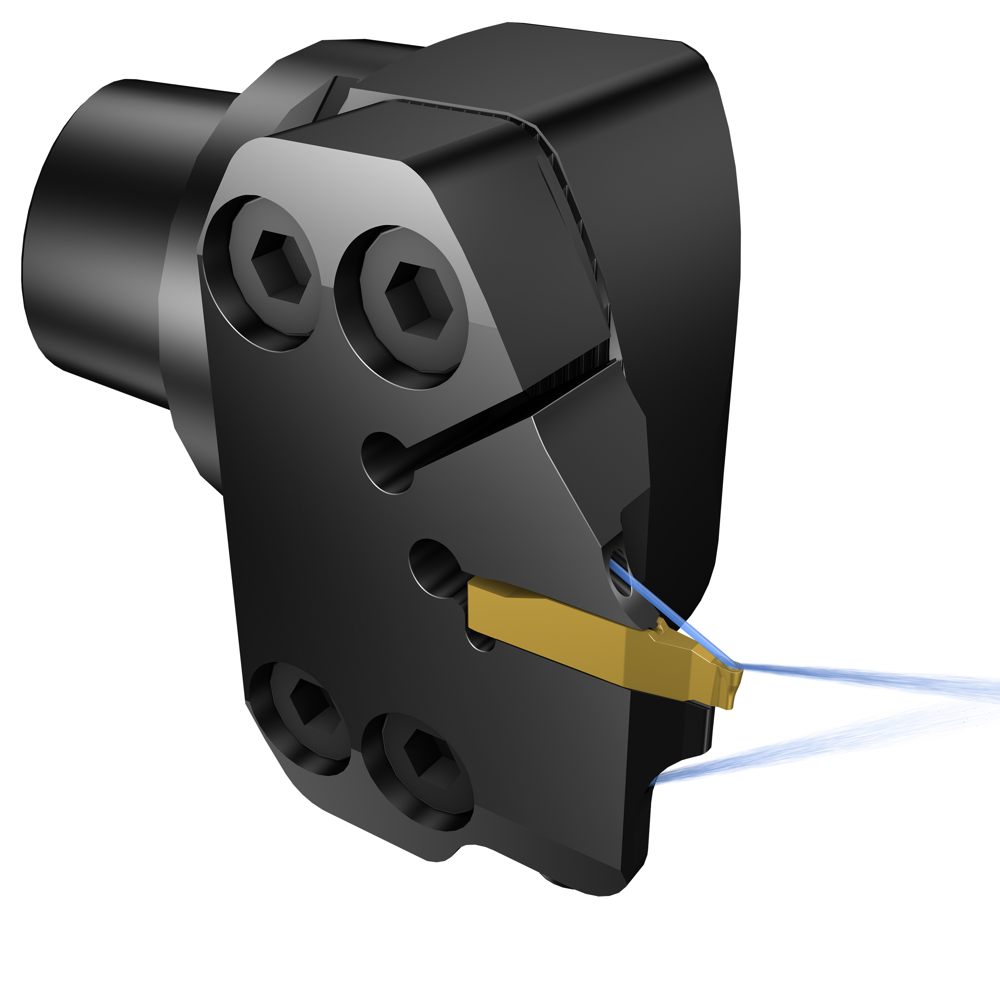
Another factor in support of process security for this sensitive machining operation is that the latest inserts are held by CoroTurn SL70 cutting heads, which were originally developed with reliefs and angles specifically to suit the machining of aerospace components. Moreover, SL70 cutting heads are used with a Coromant Capto adaptor. As a result, all the advantages of Coromant Capto clamping units come into play, such as security, modularity and direct integration with the spindle. Importantly, all parts of this tooling assembly are available as standard stocked items, which contrasts to many competitors, whereby engineered solutions have to be manufactured.
A further benefit of SL70 is the availability of through-blade precision coolant, which is again advantageous in seal fin machining for both temperature and chip control purposes. The latest CoroCut 1-2 inserts also feature a chip breaker, whereas many competitor products are simply ground flat over the top face. Optimised chip control is a necessity in such applications as chips have the potential to compromise the surface finish of the component if not evacuated effectively.
Myriad of benefits
To provide an example of the advantages on offer to potential users, an aerospace customer in the US is enjoying notable success with the CoroCut 1-2 inserts when machining rotational jet engine parts made from HRSA materials such as Rene 88 and Inconel 718. Previously using a bespoke competitor tool without a chip breaker, the company was machining at a speed of 29m/min (95ft/min) with a feed of 0.1mm/rev (0.004 inch/rev) and a depth of cut of 0.12 to 0.25mm (0.005 to 0.01 inch). In total, the manufacturer would require three of the special inserts to complete a single component. In addition, the potential existed to load the insert into its pocket incorrectly.
In contrast, the switch to a standard 1.5mm CoroCut 1-2 seal fin insert with SL70 cutting head has yielded several benefits, including improved chip breaking and process security, as well as easier insert loading. Importantly, although depth of cut remains the same, other cutting parameters have been improved. For instance, the use of Sandvik Coromant inserts has facilitated a gain in cutting speed to 41m/min (134.5ft/min) and an increased feed rate to 0.15mm/rev (0.006 inch/rev). Most significantly, however, only two inserts are now required to complete the components, representing a 33% saving.
Across a range of customer trials, Sandvik Coromant can report that a 70% increase in cutting speed and approximately 66% gain in feed rate can be achieved in many applications. Thanks to greater levels of process security, cycle time reductions of up to 50% are proving typical.
Clearly, the proven geometry and grades provide good chip formation and secure, reliable machining with excellent surface finish, while a patented CoroCut rail interface ensures mounting security. Further benefits of using a standard solution include lower costs and far shorter delivery times.
Although optimised for ISO S materials, with the wide range of grades available, CoroCut 1-2 grooving tools can also be applied successfully to ISO M (stainless steel) and ISO P (steel) workpieces.









