Voxel Innovations’ technical marketing and sales manager, Kirk Gino Abolafia discusses the machining of critical aero engine components using a technique called pulsed electrochemical machining (PECM).
Voxel Innovations is developing a novel technology called pulsed electrochemical machining (PECM) that can machine and finish critical aerospace components in high part volumes.
Aerospace engineers constantly seek to improve the efficiency of critical components in aircraft engines by utilising advanced materials, miniaturising parts, and increasingly implementing additive manufacturing in production. However, these trends create a number of problems. The hard-to-machine properties of exotic alloys, combined with additional design/manufacturing challenges associated with increasingly miniaturised parts, make it challenging for conventional machining processes to efficiently produce critical engine components, especially when tasked with producing these parts in higher volumes.
Consequently, there has been a rise in non-conventional processes to address these growing design/manufacturing concerns. PECM shows promising results in repeatedly creating thin-walled features and superfinished surfaces on critical components within aircraft engines, such as microchannel heat exchangers, turbine vanes and blisks.
PECM acted as a secondary machining and finishing process on an additively manufactured Inconel turbine vane
PECM is a non-contact, non-thermal material removal process capable of machining metallic parts with small features, superfinished surfaces, and high repeatability. To understand how this electrochemical process works, there are four key terms to understand.
The cathode, or tool, is shaped as the inverse of the intended geometry on the workpiece. The cathode is designed specific to each project, and never contacts the workpiece. The anode, or workpiece, can be any conductive metal, regardless of mechanical properties like hardness, toughness, or abrasiveness.
PECM is therefore most valuable when the anode material is an exotic, tough-to-machine material such as a nickel superalloy, bulk metallic glass, or another high-entropy alloy. Typically, PECM is used as a secondary process on a near-net-shape part but can also be used on a bar stock or forged blank.
The electrolytic fluid, pumped between the cathode and anode during machining, plays two vital roles for the electrochemical process simultaneously. Primarily, the fluid acts as the conductive agent for the electrochemical reaction itself, working to dissolve the anode material. Secondly, the fluid acts as a flushing agent that rids the workpiece of waste products, including metal hydroxides leftover from the reaction.
The inter-electrode gap (IEG) is the microscopic gap between the cathode and anode where the electrolytic fluid runs through. Typically, the IEG can be around 10-100µm, and the size of this gap is a crucial variable that determines the accuracy of the process.
PECM therefore possesses unique advantages and disadvantages compared to more conventional processes often utilised in aerospace manufacturing.
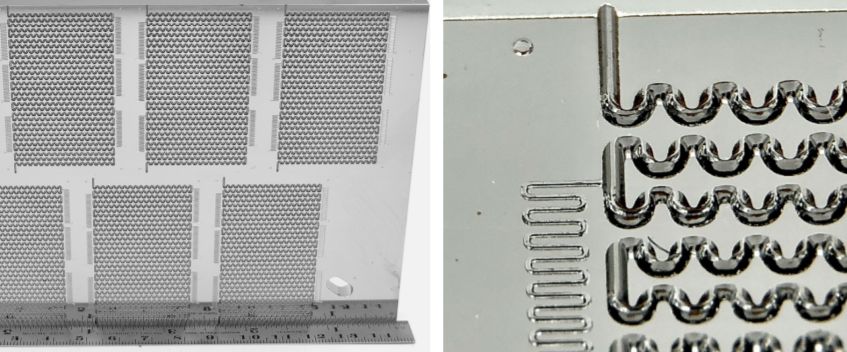
An example of PECM’s microchannel capabilities. Stainless steel with 0.15mm wide x 0.15mm deep channels
Let’s start with its advantages: Material hardness is irrelevant to PECM, allowing it to machine tough, exotic alloys. For example, PECM can machine Inconel at a similar speed to copper; Due to the lack of heat or contact, PECM is also able to machine sensitive areas of a part that may be subject to thermal distortion or tool vibration, such as thin walls; This lack of contact or heat also significantly reduces the chance of tool wear, allowing the process to be repeated on thousands, or tens of thousands, of identical parts without incurring tool replacement costs; PECM is capable of producing superfinished surfaces (down to 0.005-0.4µm Ra) without requiring any secondary machining or postprocessing.
Some disadvantages of the process, however, should also be considered: Material limitations exist. PECM is unable to machine any non-conductive materials, including plastics and ceramics, and also may not efficiently machine some refractory metal components (although Voxel is currently developing those capabilities); PECM requires a more significant upfront investment for initial tooling costs compared to most conventional processes, and is therefore not pragmatic for low-volume machining or rapid prototyping jobs.
It all adds up
One valuable application for PECM is its ability to postprocess metal additive manufacturing (AM) components, a technology experiencing significant growth across aerospace manufacturing and other industries. PECM is capable of simultaneously machining and finishing hard-to-machine features on critical aerospace components, such as AM Inconel turbine vanes.
Metal additive manufacturing has certain disadvantages that PECM can mitigate - or eliminate altogether. For example, a given metal additive part may have surface irregularities from support structure remnants, porous or rough areas on downskin surfaces, and limitations for thin wall geometries.
Selective surface finishing on additive Inconel 718 parts via PECM
While these irregularities can be largely ignored for non-critical applications, it is vital they are removed on critical components such as those being utilised in aircraft engines. This is because surface irregularities in critical components can introduce unnecessary friction, affect insulation capabilities, or altogether impact the structural integrity of the part by introducing cracks, wear and corrosion, and ultimately create a safety hazard. This also relates to the concern of fatigue life in the aerospace industry; the rough surfaces on AM parts are more susceptible to introducing cracks that can affect the fatigue life of the part, notably for critical parts undergoing cyclic loading or vibrations.
PECM is capable of being utilised as a postprocessing operation for additive components in some aircraft engines, proving minimum wall thickness can be reduced to <50µm and surface quality can be improved from 5-10µm to less than 0.5µm (and in some cases down to 0.1µm), with <10µm repeatability. With the proper tool, PECM can even selectively finish certain aspects of a part, allowing design engineers additional discretion.
Design improvements
Microchannel heat exchanger features are another notable example of a critical aerospace component that can undergo design and manufacturing improvements via PECM. As aircraft engines become more powerful, the heat exchangers within these engines are expected to have increasingly higher heat transfer rates while simultaneously reducing in size/weight, thereby making them increasingly difficult to machine with conventional processes, such as CNC milling or EDM. For example, tool vibration from a conventional machining process can potentially distort thin-walled features on the microchannels. And thermal-based machining methods (e.g. EDM and laser) can also distort thermally sensitive areas of microchannel heat exchangers, leading to irregular channel sizes, thereby negatively affecting heat transfer abilities.
PECM is capable of producing high feature density, high aspect ratios, and thin-walled features in tough-to-machine alloys, a good fit for machining microchannel features in certain heat exchangers. In one example, PECM produced 0.15mm wide and 0.15mm deep microchannels in stainless steel with no burrs or other surface irregularities. Voxel also showed the formation of <0.075mm thick walls with a 20:1 aspect ratio. Crucially, PECM can potentially repeat these features thousands of times without incurring tool replacement costs.
PECM is capable of improving some design and manufacturing challenges the aerospace industry faces today. Aside from the examples mentioned, PECM is also being utilised in the medical device manufacturing industry, as certain orthopaedic components require tight tolerances and superfinished surfaces on tough-to-machine alloys, such as certain nitinol or cobalt-chrome implants.
Arconic has launched as a global company in multi-materials innovation, precision engineering and advanced manufacturing, strongly positioned in attractive markets. The company has begun trading on the New York Stock Exchange (NYSE) under the ticker "ARNC”.
New ownership, new machine tool investment and new resources combine to drive Bromford Industries’ portfolio growth strategy within the aero engine manufacturing supply chain. Aerospace Manufacturing reports.
Boeing is buying 9.4 million gallons of blended sustainable aviation fuel (SAF) to support its 2024 US commercial operations, reducing its carbon emissions and working to help grow the supply of the fuel globally.
Pratt & Whitney has announced a $20m investment to increase the GTF maintenance, repair and overhaul (MRO) capacity of its West Palm Beach Engine Center.