SABIC’s senior scientist, Rahul Sagare and senior manager, Pete Zuber reveal the latest on the company’s novel out-of-autoclave process for manufacturing hollow frame aircraft seat backs from thermoplastic composites.
Modern aircraft interiors call for lightweight and high-load-carrying engineered structures. Designing hollow parts may be a preferred way to achieve these goals. However, manufacturing hollow sections from thermoplastic composites presents tooling and moulding challenges.
This article describes how a technology called COEXM (for Compsult Expandable Material) with an out-of-autoclave (OOA) closed mould process was used successfully to make hollow sections for a concept thermoplastic composite seat back frame that meets aircraft seating structural requirements, including passing abuse static load tests.
SABIC designed and developed the hollow-section seat frame with an integrated back diaphragm using braids and a composite semi-preg fabric, respectively, consisting of commingled carbon fibre and ULTEM polyetherimide (PEI) thermoplastic fibre. This novel design offers the opportunity for weight reduction and can sharply reduce processing time vs. incumbent thermosets. It also has the potential to reduce seat back thickness by thinning upholstery. The pleasing tactile feel and aesthetics of the thermoplastic composite surface finish can potentially eliminate separate shrouding.
Thermoplastics for aircraft seating
Aircraft OEMs incumbent materials have some limitations. Metal presents design and processing inflexibility, while thermosets are non-recyclable and have prolonged processing times and limited raw material shelf life.
Compared to metal, thermoplastics offer greater design freedom. Compared to thermosets, they have shorter processing cycles and can be quickly re-formed or reshaped by heating above their softening temperature. Other advantages of thermoplastics include high strength when used in composite form, low moisture absorption and extended raw material shelf life.
Thermoplastics such as PEI resins and composites are already used in aircraft interior parts. PEI features high heat resistance, high strength, flame-smoke-toxicity (FST) compliance, low heat release and low moisture absorption.
Concept seat back using PEI composite and OOA technology
A recent study aimed to develop a concept aircraft seat back with a hollow-section frame made with PEI composite and OOA technology, while meeting structural requirements and lowering weight. To demonstrate the OOA processability of PEI resin, the concept seat back was produced using COEXM technology. This heat-activated, expandable, consumable medium was used as a core to enable the moulding of hollow, commingled fibre composite fabric parts inside a closed mould without the need for an autoclave.
Determining optimal hollow section configuration
Producing the hollow sections for the frame, which provide strength and light weight, required determining their optimal configuration. When effects of buckling on various cross-sections were considered, the team validated that a closed (box shape) section performed considerably better than open (C-shape) sections. In designs with the same material and weight, the closed sections withstood 38% more load vs. an open section, even when cross-section ribs were added for stabilisation.
Choosing the best manufacturing process
After screening several manufacturing processes for hollow sections, the team selected COEXM technology from Compsult. The moulding process using COEXM involves four steps:
Preparation: Composite braids made from commingled carbon and thermoplastic fibre are inserted over a consumable membrane made from aluminium sheet and filled with COEXM powder. The pre-shaped layup is then placed in the mould cavity.
Moulding: The mould is sealed and heated in an infrared oven. Once heated, the powder core expands to form the shape of the mould cavity. Heating temperature is determined by the base resin, expansion ratio and impregnation time. Once the heating cycle ends, the mould can be cooled down quickly.
Cleaning: The composite part is demoulded and the powder residue core is removed from the part cavity. Some of the removed powder can be reused after filtration and recycling.
Finishing: The aluminium membrane can be removed using a chemical process or left inside as required. The part can be post-processed, including trimming and finishing.
OOA moulding vs. alternative processes
Typically, the process for creating hollow parts uses a bladder core, such as a silicone bladder filled with an expandable medium. However, a silicone bladder is not feasible with high-heat thermoplastics, as it degrades at very high moulding temperatures.
Consumable bladders of polyimide (PI) film work relatively well for straight sections but do not perform as expected for shapes with abrupt directional changes.
In the OOA process, the aluminium membrane (~1.5% of seat back weight) can remain in the finished part or dissolved using acidic solvent. This process also may be a simpler way to produce complicated hollow sections than alternatives.
Cost is another potential advantage. According to a cost evaluation study, moulding a one-inch hollow, square tube with the OOA process will cost $1.20 to $1.50 USD per metre, compared to $12 to $18 with a consumable PI tube. A high-temperature silicone bladder can cost more than $50 per metre.
Seat back development
The seat back development project intended to validate the use of the novel OOA technology with PEI fibre and determine its processing efficiency. The application development team used a commercial seat back geometry from a Tier 1 supplier and industry testing methods to design the thermoplastic seat back to meet the airworthiness static load requirement.
Material properties and processing
The initial 3D CAD model of the seat back was based on a commercial sample. Simulation software was used to perform finite element analysis using material properties from the commingled fibre supplier as input.
Finite element analysis
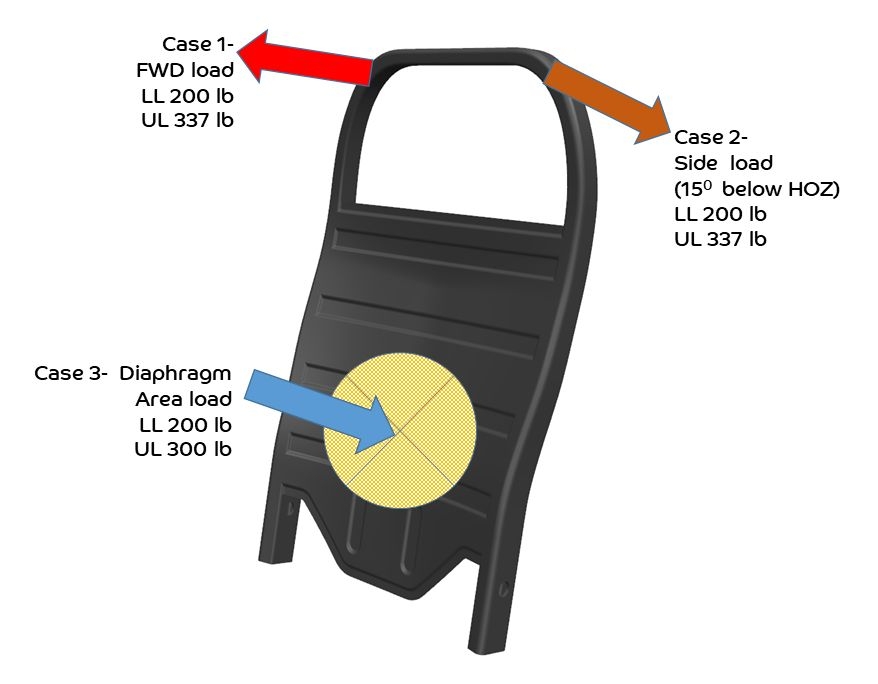
Figure 3. Finite element analysis loading diagram
Figure 3 illustrates three loading cases considered for finite element analysis. The Tsai-Wu5 maximum failure index showed margin factors varying from 1.25 to 7.5 depending on loading case.
Composite layup and stacking sequence
Braids made of the commingled yarns were used to build the frame. The stacking sequence was derived from the 3D model to achieve the proper thickness. Composite layups were stacked in steps, having more braids near the hinge area to overcome the high level of stress relative to the top of the seat back.
For the seat back diaphragm layup, the fabrics were oriented at ±45° to withstand torsional loads and support normal service load conditions.
Mould heating and curing
The closed mould was externally heated with infrared (IR) heaters for 28 minutes, with a ramp-up rate of 12°C per minute. Once the target temperature of 375°C was achieved, it was maintained for at least 15 minutes to allow even heat distribution over the entire volume of the mould.
Seatback Structural Performance
For validation of the new OOA seat back sample per test was used to determine structural integrity. More samples must be tested to achieve statistical validation.
Test set-up and fixture
The test fixture was designed and constructed to represent the commercial aircraft seat in a forward static load position.
Forward static load test
This test load is applied at the top left corner of the seat back. To demonstrate abuse load sustainability, test loads are gradually increased from the lower limit (200lbs.) to the upper limit (300lbs.) and continued to the abuse load (500lbs.).
Side static load (15° to horizontal) test
This test represents a side static load on the seat back frame. A side load is applied at the top left corner of the seat back, 15° downwards to the horizontal plane. Test loads were gradually increased from the lower limit to the upper limit and continued to the abuse load of 500lbs.
Diaphragm aft push load test
This test represents the load applied by an occupant lower back during flight. Load was applied at the centre of the diaphragm in the perpendicular plane. Test loads were gradually increased from the lower limit to the upper limit and continued to the abuse load of 500lbs.
Test conclusion
For all above static tests, at both the lower and the upper loads, deflection was below the allowable limit and no permanent deformation or failure was observed at the abuse load.
Potential advantages of a thermoplastic composite seat back
By replacing metal and thermoset resins with thermoplastic composites in aircraft seat backs, OEMs can potentially achieve benefits including lower weight, faster manufacturing cycles and space savings in the aircraft – all without sacrificing performance or aesthetics.
The success of the PEI composite seat back project using novel OOA technology, and the performance validation of the design, demonstrate the potential for replacing traditional materials in other aerospace applications, such as seating parts, seat surrounds and decorative shrouds, HVAC ducts and overhead storage bins.
Manufacturing a range of components, from wind turbine blades to car panels, could become significantly more cost-effective and quicker thanks to a ground-breaking R&D project underway in Prestwick, Scotland.
CMS and Fraunhofer IWU have announce a R&D partnership, focused on the development of a new hybrid system for the 3D printing and machining of thermoplastic composite parts.
With traditional composite tooling manufacture acknowledged as being an extremely lengthy and costly process, Tim Schniepp, senior director of composite solutions at Stratasys, looks at why the use of additive manufacturing offers a more favourable alternative.
A new hybrid manufacturing method could boost capability in the UK and increase manufacturing efficiency for key aerospace components, which could in future be used by global manufacturers to produce aircraft.
Boeing is buying 9.4 million gallons of blended sustainable aviation fuel (SAF) to support its 2024 US commercial operations, reducing its carbon emissions and working to help grow the supply of the fuel globally.
Pratt & Whitney has announced a $20m investment to increase the GTF maintenance, repair and overhaul (MRO) capacity of its West Palm Beach Engine Center.