More with less
The More Electric Aircraft philosophy is increasingly being talked up as a potential weight-saver for future programmes.


In a Q&A session, Solid State Disks’ sales director, James Hilken looks at the latest trends and demands surrounding the areas of memory and storage and what the sector needs to consider when designing and developing new systems.
As part of the Reactive Group, Solid State Disks (SSD) delivers innovative system solutions to defence, commercial and industrial customers worldwide, and specialises in the design, development and integration of advanced flash data storage systems. The company is also UK flash memory distributors of SanDisk, Innodisk, APRO, Transcend and Smart Modular.
Q) Why is it important to record vast amounts of data and what advantages does it offer to sub-system manufacturers and technology users on the front line?

Operators use such systems to plan and measure mission success, acquire data, develop pilot training, and sadly to investigate accidents or record system failures. Recordings will be from instrumentation and from audio and video sources. Maintenance and configuration data is also stored for future use. Recent successes have been for legacy avionics, simulation and training systems as well as automatic test equipment.
Q) What in your mind is the correct storage technology?
Solid state flash memory is the preferred choice, but often backwards compatibility with the legacy system is the key, as new interfaces may require mechanical or software changes and/or system/aircraft requalification. The benefits of solid state in harsh operating conditions are well-established.
Q) What are the main customer storage demands?
Meeting performance and environmental specification is key, and price needs to take into account alongside long-term servicing costs and contracts that require contracted levels of availability. Aerospace customers need to meet performance requirements in challenging environments and to manage the consequences of any failure in the drive selection criteria.
Q) How are you assisting the OEMs and Primes with solutions that can be found embedded within systems connected with C4ISR technologies, mission, flight, simulation, training, and condition-based monitoring activities around the world?
Both military and civil customers need supporting where fleets require ongoing maintenance and life extension, but a computer subsystem refresh cannot be afforded. Often the legacy data storage is the weak link. When this can be replaced by new technology the legacy system and its existing software can be given a mid-life extension. If a ‘firm’ out-of-service date for the platform is known, longer-term decisions can be made, but often that is not the case.
Q) Is there the perception that storage is generally perceived as an afterthought, especially in embedded design?
In some applications, data recording and storage is seen as an ‘extra’ to the design as a ‘reporting’ feature, although it is of course, an integral part of any IT product. In the aerospace world this has never been true, but engineers can only select the best technology available at the design stage, which may lead manufacture and product end of life (EOL) by many years. Avionics, simulation and training and automatic test equipment (ATE) is a case in point. Even the best conventional disk and tape drives require ‘reasonable’ environmental conditions to perform well and can never match the Mean Time Between Failure (MTBF) of solid state.
Q) Is it your experience that technology moves on so fast - and aerospace so slow - that in some cases the initial requirement has become obsolete?
Yes, this is certainly true of data storage, and often true of the initial aerospace requirement. However, not only is it possible to deliver fit, form and function replacements for legacy storage devices more than thirty years old, it is also possible to provide features never conceived of at the original design point, but regarded as essential today. For example, off- and on-line backup via Ethernet connection or rugged removable flash media, duplicate media for additional data security, and encryption or other protection against an illegally acquired asset.
Q) Why is obsolescence in memory and storage increasingly more important when designing and developing systems - especially those that need to run for many years without fault?
Memory technology has historically been driven firstly by desktop computing, then gaming and mobile communications, but is now driven by data servers and cloud computing. The interface standards - used to interconnect storage products with the host - are also subject to rapid change driven by the need for performance. Product form factors are also driven by the need for small size, weight and low power consumption. Aerospace customers and designers need to be aware of the latest technology and plan to future proof their designs, bearing in mind that often the latest parts take some time to pass reliability and qualification testing for use in harsh environments.
Q) Do you provide a complete service that covers potential obsolescence issues? For example, what happens if a manufacturer issues an end of life notification?
Yes, in general. We are governed by our supplier’s product planning, but work closely with them to ensure our products remain supportable. This includes early EOL warnings. To some extent we are buffered from the memory device level interface specification by the legacy interface we are required to emulate.
Q) Would you say that COTS still isn’t fit for purpose, i.e. specialist kit requires specialist storage?
It is recognised that commercial systems and storage products may not work well or at all for long periods in hot, humid, high vibration, and extreme temperature cycling applications. Equally important is that commercial systems often do not have change control and configuration discipline to ensure subsequent purchases are made to the same specification. For COTS or MOTS (modified COTS) solutions, industrial solid state flash memory is usually suitable for the majority of applications. It all depends on the specification.
Q) Are manufacturers of storage upping their game?
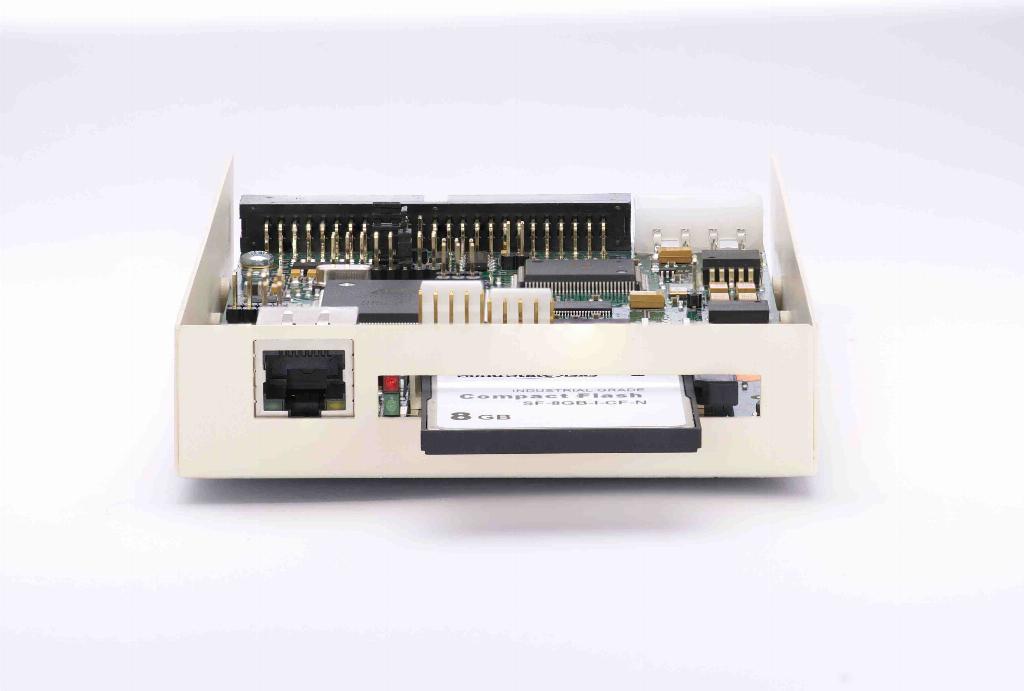
SSD has worked with leading customers in key market sectors to provide our networked Touchless Removable drive solutions. Customers benefit from access to systems via our Direct Ethernet port from a host system. This allows data to be kept in a digital library located anywhere within the organisation without the need for physical media.
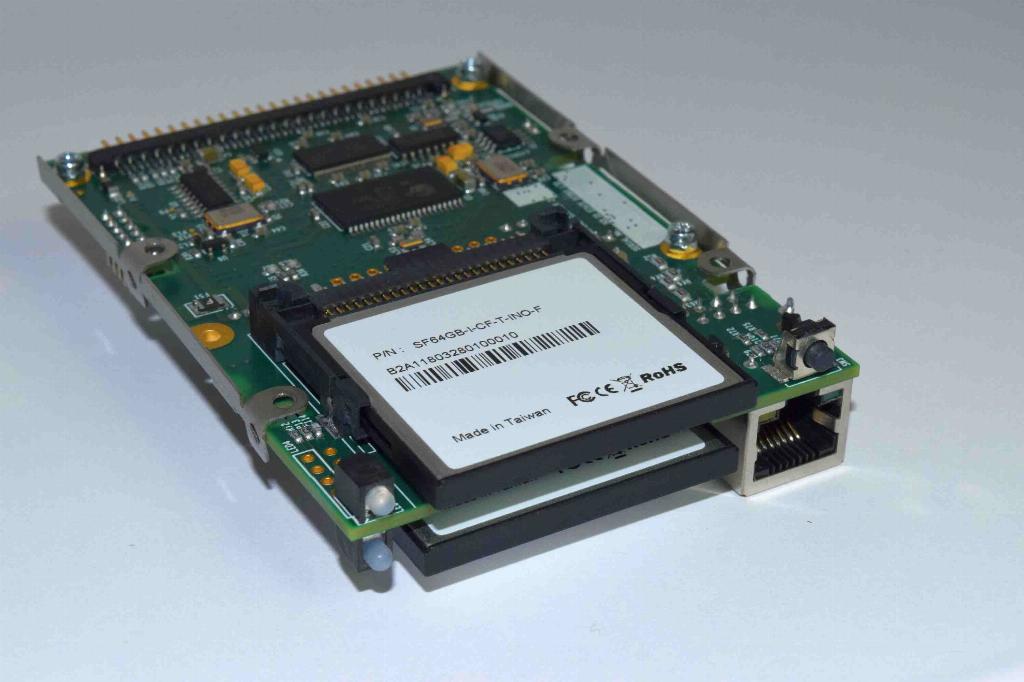
Direct Ethernet is also available on our hard disk emulations, which allows a full copy to be remotely taken of a system drive and restored as a bootable image. This dramatically reduces the time taken to rebuild systems in the event of data corruption. SMART is used as an excellent means of monitoring the remaining life of Flash media.
Q) What kind of industry landscape will we be faced with when everything gets back to a ‘new’ normal?
Businesses have become more cost-conscious, with reserves and working capital hard hit - despite support from the Government for some companies. It is anticipated that life extensions and out-of-service dates will be extended for reliable systems. Sustainability and energy consumption in developing new products is also driving new product investment decisions.
Q) Where to next for your company?
We’re looking at the development of alternative interface replacement devices to supplement the existing SCSI and IDE ranges. We’re also investigating offering system level support to engineers using our proprietary technology and experience.









