Mazak reports strong machine tool sales in 2021
The economic rebound from COVID lockdowns enabled Yamazaki Mazak to record a strong year for machine sales in 2021, including a record month in late autumn.


Apparently the origins of rotary tools can be dated back to the Palaeolithic era when man first combined a stick with a piece of sharpened flint to drill holes through another material.
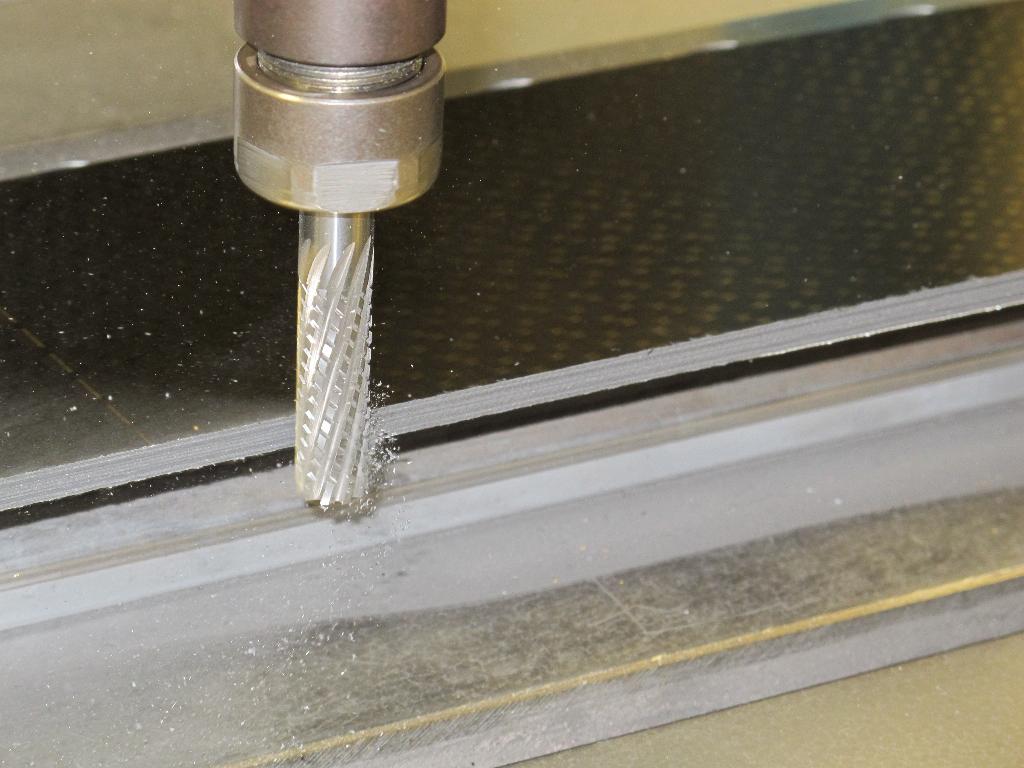
Thankfully, things have moved on in aerospace manufacturing since then. The latest rotary cutting tools are capable of not just drilling but also milling, reaming, countersinking, tapping, trimming, and all the other kinds of shear deformation available to shape a workpiece.
Aerospace manufacturing, with its advanced metallic alloys and composite materials, presents particular challenges for the cutting tool manufacturer. Cutting tools have to perform to extremely high standards and offer cost-effective solutions.
Jason Wells is a product manager at Kyocera SGS Precision Tools: “Aerospace offers a diverse set of challenges. There are airframes, engines, hydraulics, electronics, landing gear, etc. All have their own set of machining challenges, material challenges, and unique demands. This requires the cutting tool supplier to develop strategies and products that address each portion of the market. As a cutting tool supplier, we are often faced with machining the most difficult materials to create the most challenging parts, while offering a balance between tool performance and lowest total cost to the end customer.”
Alex Harding is managing director of Cajero, which makes cutting tools used in aerospace; especially those used for composite materials.
“Productivity, quality, repeatability and traceability are the minimum criteria one must satisfy to supply discerning aerospace customers,” he begins. “Best performance and cost-effective solutions are one and the same. Cost per metre is a key desire here and this is where a little ingenuity goes a long way.”

The alloy-composite equation
Composite materials have made increasing inroads into the structures of aircraft compared to the more traditional metallic alternatives, but both material types provide challenges for cutting tool makers.
“Composites challenge all manufacturing stakeholders,” Harding states. “Materials, processes, technology and part design are constantly evolving. The ongoing state of flux invariably leads to the creation of novel cutting tool solutions designed specifically for the customer and their application.
“While some standardisation is apparent, a ‘one-size fits all’ approach will quickly fail. Drilling continues to spark unique tool designs and machining techniques, especially as increasing numbers of customers are changing the face from which the drill exits the part. Efforts for reduced machining intervention persist; with net shape part manufacturing leading to reduced machining requirements.”
Wells comments: “With most modern aircraft there seems to be a balance in ferrous/non-ferrous materials to composite. Furthermore, some composite components are being found to require some metallic support or backing in order to achieve desired performance. The goal appears to be a shift towards composites, but ultimately performance and cost will dictate how quickly this paradigm shifts away from metallic components.
“The demand appears to be in all aspects of machining. Each sub-segment within the market has different priorities. Assembly people focus on drilling solutions, while component people focus on milling solutions, and interior people seek routing solutions.”
So what are the main challenges when it comes to machining metallic and composite materials? Wells says assessing the overall approach is the best way to be productive when cutting advanced metal alloys used in aerospace applications.
“These alloys often have very low thermal conductivity characteristics that make heat management difficult on the cutting geometry and processes. The toughness and strength of the materials creates loads and forces that also influence geometry and strategy. The efficient ability to remove the material in the form of swarf and evacuating it ultimately determines the successful economic machining of these materials. It is not just the cutting tool geometry, but also an associated strategy. Each environment offers another level of challenges. The holding, fixturing, coolant, machine particulars, and the dynamics within the manufacturing facility itself are all a major factor in how the approach machining.”
When it comes to composites, Harding says the best practice is to take a holistic view of the entire process: “Tool design, machining strategies and fixturing must be appreciated to maximise the end result. Alleviating delamination or fibre breakout can also be improved through understanding the effects of the resin-to-fibre ratio, whether the part is a hot or cold cure, or underwent in/out of autoclave curing.”
So what about when composite and metallic materials are combined; for example, when they are stacked in layers?
“The mechanical, physical and chemical advantages gleaned from their combination are the reasons why their machining characteristics can be demanding,” Harding notes. “Engineered solutions and methodologies, including geometry, data and cutter path and process, are essential; for example, altering the cutting data whilst drilling through multi-material stacks is a useful technique to support improved tolerance and surface finish.”
Wells explains: “We approach these challenges by communicating with the end customer and listening to them, by observing and studying the failure points and challenges, and by solid R&D. These issues are our opportunity to present our value to the end customer and earn the right to be their supplier. There needs to be a logical and systematic approach. We cannot simply throw tools at an application until we find something that works. It must be an optimised solution completely delivered.”
So how do Kyocera SGS and Cajero undertake R&D when it comes to cutting tool applications?
“Cajero’s dedicated technology, engineering and knowledge team (TEK) have been assembled to continue our R&D drive to the future,” says Harding. “Built on a 30-year legacy, the TEK team independently investigate and develop new and unique machining solutions and strategies that can be offered to customers within our relationship framework.
“Our system is further extended by working in collaborative customer partnerships, harnessing latest industry and academic knowhow to achieve the desired outcome. Maintaining our customer’s revenue stream is essential, so pre-validation trials can work extremely well.”
Wells says: “We continue to look for ways to improve our products. Much of this is driven internally in an effort to be a preferred supplier. We continue to study ways of not only optimising products and processes, but driving down costs, predicting tool life, extending tool life, reducing operating times, controlling heat and offering more accurate data.
“Ultimately these efforts must have meaning with the end customer. This is why we partner with our customers and collaborate. We solicit their feedback throughout the development process. We include their ideas and opinions during the various research phases. Ultimately the end customer is the catalyst to turning theory and experiments into practical applications.”
One hit wonders
Logically there is a demand to make cutting tools that can produce ‘one hit’ solutions where high quality surface finishes can be achieved after one operation, but is this achievable?
“Reducing tools, tool changes, and movement within an application is always highly desirable,” says Wells. “Time is the biggest cost in any machined component, so the ability to eliminate steps has large economic repercussions which drive many end customers to seek opportunities to rough and finish with the same tool. It works in some instances, but we still find others where it is difficult to implement.
“The complex process of machining a feature is a long chain of engineering events occurring within the machining environment. If every aspect of the process is not factored in and optimised, then the ability to accomplish the necessary finish and tolerances to do a one shot process will not be possible.”
Harding says for some composite applications ‘one shot’ operations are achievable.
“One shot drilling is a well-proven process in stack drilling or on single material matrix materials. Improvements in tooling inventories and machining time make for a very competitive cost/part manufacture.
“Most customers already utilise a single cut to minimise costs and improve machine performance. With more and more competition in the field of composites, it is vital that a customer can produce parts with minimal time on the machine tool. But ineffective use of the machine tool increases their costs and lead-time. A good quality machine tool using the correct feeds and speeds is important, though the quality of the cutting tool is crucial here; a poor quality machine tool will not perform well enough to combine roughing and finishing operations.”
Finally, what future developments can be expected in cutting tool design?
“There will certainly be development opportunities in substrates and coatings,” concludes Wells. “The science behind these portions of the cutting tool holds a tremendous amount of promise for future development. These are areas we continue to invest many efforts into evaluating and exploring.”
Harding ends by saying that as materials constantly evolve, so does the technology needed to cut them.
“New coatings for carbide tools and new PCD materials are in development and will be trialled and potentially utilised. With new lightweight and strengthened carbon materials being developed the advancement of tooling geometries will continue to accelerate as this year’s material will likely change again next year.”








