Rockwood is paving the way for a more efficient and cost-effective future in aerospace manufacturing
When one solution for a challenging VTOL blade proposed an expensive multi-stage, autoclaved process, Rockwood Composites suggested a one-step vacuum compression moulding process which can produce the blades to the required quality and quantity.
Many aerospace companies working in composites have a knee-jerk reaction and automatically reach for the autoclave if they are faced with a new or complex problem. This even extends to organisations that specialise in the composites industry more specifically.
However, this is always an expensive solution, even with energy prices coming down - and there are simpler, more elegant ways to address these issues. Other solutions are available and one of the leading capabilities is compression moulding, of which few in the industry understand the full potential.
A good example of this was a particular knotty challenge for propellers used in the emerging vertical take-off and landing (VTOL) aircraft market. However before delving into this particular problem, let us examine the general plusses and minuses of autoclave vs out-of-autoclave (OOA) production.
Autoclaved processes are excellent for large surface areas where parts are not required to be net edge moulded, and with only one surface to be controlled. However, autoclaves are expensive to buy, expensive to install and to run and labour-intensive. Also, it is not possible to make adjustments once a process cycle has begun. These cycles are often lengthy which limits production volume.
The OOA process achieves the same quality as an autoclave in most applications while eliminating voids and achieving the required material structures by placing the layup within a closed mould. Vacuum, pressure, and heat can also be applied.
A positive spin
Now let us get back to propellers. The customer set the challenge to several respected composites organisations to manufacture propellers using a multi-stage, autoclaved process, where pre-manufactured structural parts of the blades would be bonded or encapsulated together. Not only is this expensive, but it is also complicated and produces a lot of waste.
First the spar had to be made with curing, which was inserted with foam into a mould tool, wrapped in composite and curing again in an autoclave. An alternative process required making two half-propellers, two skins, each to be autoclaved after which they were cold, fine-line bonded. This gave a final structure, though with the obvious potential weakness around the bond.
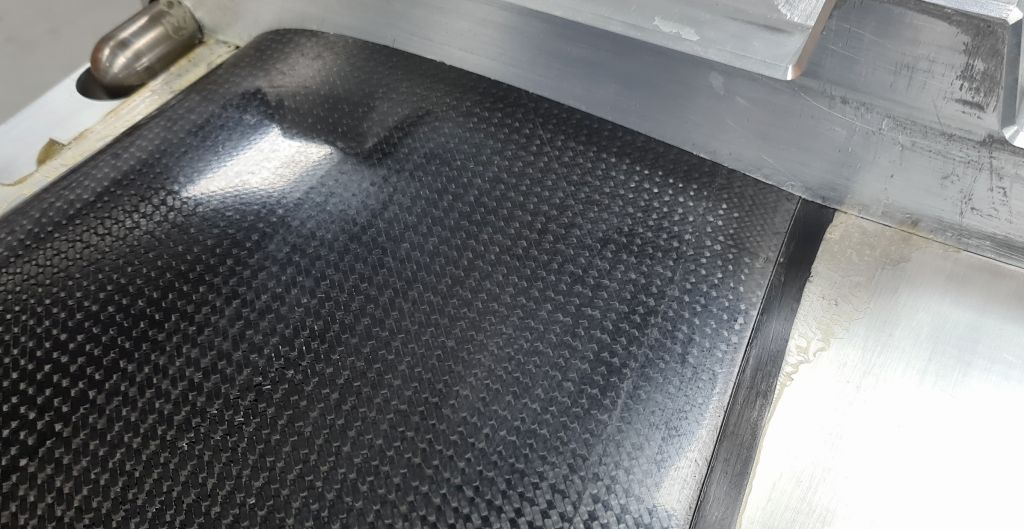
Rockwood proposed a one-step process involving vacuum and compression moulding
Compression moulding specialists, Rockwood Composites approached the problem from a different perspective – a single shot compression moulding, where the entire structure is moulded in a single, quick operation, requiring no post manufactured gluing and results in one fully integrated structure; which means no bonds to fail. It is also produced in half the time of its autoclaved alternatives.
“The specified process was clunky and we always try to minimise the number of steps, which minimises cost and waste,” explains Rockwood’s managing director, Mark Crouchen. “Our development team looked at the problem from every direction – both technical and commercial - and came up with a one-step process involving a vacuum and compression moulding process that met all the stringent aerospace material standards. This was able to produce the blades to the required quality and at the required rate. The process required careful tool and process design to optimise the moulding pressure on all the critical internal structures.
“It also required careful orientation of the blade in the tool in order to allow for compression in both directions, horizontal and vertical. We set the tool at an angle to enable this. This particular process took place at a temperature of 135ËšC, which is within our usual range of 120-180ËšC depending on the prepreg.
Compression moulding can optimise the properties of composite materials
“We can accurately control the consolidation pressure on the prepreg across different core densities in the same moulding. This is a key factor in laminate quality in determining physical properties.
“The consolidation pressure comes from very accurate core machining, and material selection. With this accuracy, we can exert different pressures at different points on the structure. And it is the core that is critical for the pressure.
“By adjusting these cores, we can change the pressures and we can push one component up against another. We need to be very precise in crushing the core and in machining it to regulate the pressure that the crush imparts on the prepreg.
“For example, for a high density core, you might want to limit the pressure whereas for a low density core you might want a higher pressure. You need to adjust all these aspects for an efficient manufacture.
“Material selection is linked to core densities and resin weights because it all has a bearing. If core is specified, we optimise the design to give the right pressure. Where the core is not specified, then the whole manufacturing process will need careful consideration in its entirety. We are super critical over core density and surface accuracy.
“This is not just about making a mould cavity in an aluminium block. It all comes from, firstly, the design of the part within the tool and the second element is the size and shape of the cores, because this is what gives you the pressure.”
A question of balance
Post-moulding operation, and as part of the quality control, it is necessary to balance the blades, normalising the centre of gravity of each blade to the heaviest in the set. The mass moment had a tolerance of 500g/mm.
The process was so sensitive that Rockwood found it was affected by engineers simply moving around the room. This problem was fixed by bolting the measuring rig to the floor, which give the required level of stability.
Rockwood designs and manufactures composite components using the out-of-autoclave techniques of compression and bladder moulding of prepreg composite material in metal tooling. The team’s pioneering work with compression moulding showcases the immense potential of this technique in addressing the challenges faced by aerospace companies.
Rockwood’s consolidation pressure comes from accurate core machining
By embracing innovative and efficient manufacturing processes, the industry can continue to drive progress, reduce costs, and improve sustainability in the field of composites.
As more companies recognise the advantages of compression moulding and explore its full potential, we can anticipate further advancements and breakthroughs in aerospace composites.
By shifting away from knee-jerk reactions and embracing alternative solutions, Rockwood Composites paves the way for a more efficient and cost-effective future in aerospace manufacturing. Indeed, the company’s success story serves as an inspiration and a testament to the transformative power of innovative thinking in the industry. This highly-effective manufacturing technology can produce parts in volumes and accuracy needed by the industry, though it is a highly skilled operation.
As Crouchen concludes: “Compression moulding has all the key attributes for cost-effective, high-volume propeller manufacture, while optimising the properties of the most advanced composite materials.”
Spirit AeroSystems is installing one of the world's largest autoclaves at its Wichita, Kansas, facility to support increasing production levels in the company's composite fuselage business and to grow overall composite production capability.
At the recent Advanced Engineering 2018 show, Premier Autoclaves and Forward Composites announced confirmation of a large package of works that cements a new relationship between the two companies.
Be it the latest prototype of the Lilium eVTOL, the Do328 Uplift as a flying test bed for eco-friendly aviation technology, or the world’s largest airliner – from 5-9 June a comprehensive range of aircraft will be on display at ILA Berlin.
French aircraft manufacturer Aura Aero and Societe Generale Equipment Finance (SGEF), the international subsidiary of Société Générale group, have announced a cooperation in the field of aircraft financing.