Steed Webzell takes a look at what it takes to perform successful milling operations on nickel-based super alloys and titanium.
Most shops evaluate new cutting tools in an effort to reduce machining time, increase tool life or improve part quality, and sometimes all three. Stellar Precision Components, a tier two aerospace supplier based in Jeanette, Pennsylvania, did it for an entirely different reason.
“We’d just taken a significant order for some Inconel parts,” says production manager Edward Frieze. “None of us were really worried at that point about tool life – our only concern then was how the heck we could get them shipped in eight weeks.”
The raw material blanks for the job measured 457 x 457 x 76mm and weighed nearly 134kg each. As a result, the problem was one of raw material removal: when finished, the Inconel plates weighed in at 13.6kg, 90% lighter than their starting weight. Frieze knew there weren’t enough hours in the day to remove that much material using conventional carbide tooling, not if he were to meet the deadline. He needed a better solution.
Iscar’s Chatterfree ECK-H7/9-CFR solid carbide end mill family
The company turned to Kennametal’s (www.kennametal.com) series of 4- and 6-flute ceramic end mills. Constructed of SiAlON KYS40 ceramic grade and designed specifically for roughing in nickel-based high temperature alloys, these end mills claim to out-produce carbide by up to 20 times.
“The tools aren’t cheap,” says Frieze. “At one point, we had around $20,000 worth of end mills sitting in the office and we were starting to question the investment. But once you calculated in the machine costs and reduced cycle time, we figured it was three to four times more cost-effective to go down this route. The process was so predictable we were able to run lights out. It was a drastic saving.”
Best of all, Stellar delivered the parts on time with zero scrap, and is now quoting a second, even larger order.
The titanium test
Moving to solutions for titanium alloys, Walter (www.walter-tools.com) has recently introduced a porcupine cutter that has delivered impressive performance during trials at the AMRC in Sheffield. Indeed, it was reported that in tests on titanium structural parts for a major US passenger aircraft manufacturer, the M3255 cutter was run at a cutting speed of 45m/min and a feed rate of 163m/min, producing a width of cut of 25.4mm at a depth of 76.2mm, to achieve a metal removal rate of 388cm³/min, compared with the previous 175cm³/min.
Haimer’s Safe-Lock technology offers reliable full slotting
In another example, the Walter cutter was used for rough pocketing on the AMRC’s Starrag STC 1250 machining centre, taking just 14 minutes to produce a 250 x 120 x 74mm deep pocket in titanium.
In operation, only one edge of the M3255 is in contact with the workpiece. The result is lower than usual running costs – a tool life of seven hours per cutting edge has been achieved on titanium workpieces, according to Walter.
At Iscar (www.iscar.co.uk), a notable recent development is the release of the company’s Chatterfree ECK-H7/9-CFR solid carbide end mill family, which is available in 7- and 9-flute variants, as well as different helix and variable pitch configurations. Available with an assortment of corner radii, the Chatterfree ECK-H7/9-CFR is said to feature optimised edge preparation that prevents chipping on cutting edges and corners, rendering it suitable for the stable machining of titanium.
Continuing the solid carbide end mill theme, Guhring (www.guhring.co.uk) has just introduced its RF100Ti Aircraft range of end mills, which is again designed for the cutting of high-tensile titanium alloys. According to the company, RF100Ti Aircraft cutters are suitable for slotting, ramping, plunging, trochoidal milling and orbital drilling.
The WNT A2740 face milling system
The face of RF100Ti Aircraft end mills has a particularly large chip pocket and web thinning that is said to permit reliable plunging and orbital drilling. In addition, the cutters feature a flute spacing with a deeper geometry in front of the cutting area. This is designed to aid chip removal and prevent re-cutting, while a 38° helix angle further helps swarf to accelerate away from the contact point.
Guhring says that the new RF100 Ti Aircraft end mills can rough machine TiAl6V4 grade titanium at a rate of 36cm³/min with a tool life in excess of 135 minutes.
For those seeking indexable insert tooling solutions, the WNT A2740 face milling system is aimed at the machining of heat resistant and titanium alloys. WNT (www.wnt.com) says that A2740 cutters and inserts, which feature up to eight useable cutting edges and the latest Dragonskin HCF 5240 carbide grade and coating, are helping to drive up productivity and lower manufacturing costs, particularly on components such as turbine blades.
“The increased use of titanium in aerospace applications will impact on just about everyone in the metalcutting industry,” says Adrian Fitts. “The biggest impact of this will be the demand it places on machine availability, with machining time increasing by a factor of 10 when compared to machining aluminium, for example.”
Getting a grip
Guhring’s RF100Ti Aircraft range of end mills
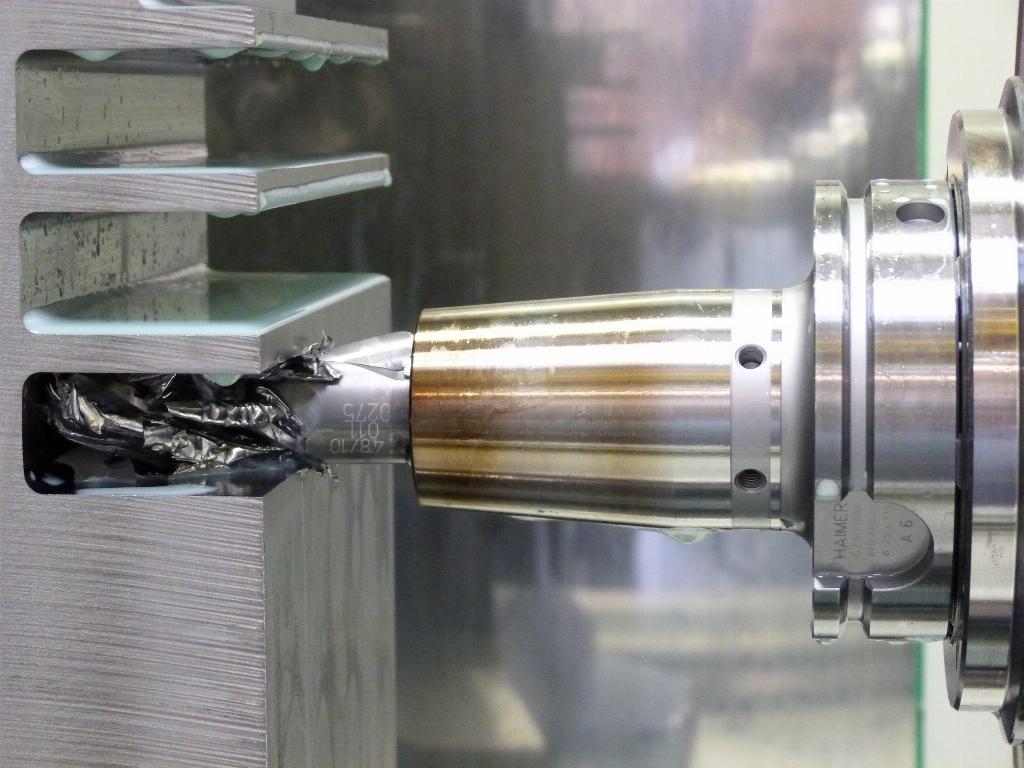
The importance of the toolholder should also not be underestimated, especially when it comes to roughing and hogging out pockets in titanium aerostructures, for example. According to Haimer (www.haimer.com), by using special shrink fit chucks with drive pins and spiral grooves in the tool shank, it is now possible to perform high-feed full slotting of up to 2xD in such applications.
This was proven in recent trials on a Heller 4-axis H 5000 machining centre with a HSK-A100 spindle (2,290Nm torque). During the roughing of a TiAl6V4 component using a toolholder without Haimer’s Safe-Lock technology, the 25mm diameter end mill pulled out of the standard shrink fit chuck and broke as a result of increased cutting forces when performing 2xD (50mm) slotting. In contrast, the Haimer toolholder offered reliable full slotting. Such was the success of the trial that it was repeated at various times during the Farnborough Airshow earlier this year.
Finally, in support of drilling operations, among the recent innovations is the Sumitomo Multi-Drill SMD. Here, a breakthrough in detachable replacement head drilling technology enables up to five drill sizes to be accommodated by one drill body. Furthermore, Sumitomo (www.sumitomotool.com) says that the drill is able to achieve a level of hole tolerance normally only met using the reaming process.
Among the drill head options is the SMDT-MEL, which has a light edge preparation and Sumitomo’s latest ACX80 coating. According to the company, it is possible to drill super alloys at cutting speeds of between 50 and 90m/min, with feed rates from 0.1 to 0.25mm/rev.
Kobe Steel has begun the mass production of large titanium forged parts for supply to France’s Safran Landing Systems, a leader in aircraft landing and braking systems. The forged parts are used in the landing gears of the Airbus A350 XWB planes.
Researchers have developed a new concept in high value manufacturing which could lead to a more cost effective and sustainable production process in the aerospace industry.
GKN Aerospace has gained contract extensions covering the supply of titanium machined parts for Boeing 737 and 777 aircraft, worth over $70 million. The agreements, with Spirit AeroSystems, extend and expand the company’s existing work on these programmes.
Be it the latest prototype of the Lilium eVTOL, the Do328 Uplift as a flying test bed for eco-friendly aviation technology, or the world’s largest airliner – from 5-9 June a comprehensive range of aircraft will be on display at ILA Berlin.
French aircraft manufacturer Aura Aero and Societe Generale Equipment Finance (SGEF), the international subsidiary of Société Générale group, have announced a cooperation in the field of aircraft financing.