
2 years ago
Features


Evident’s application specialist, Dr Peter Büscher, discusses the key technical cleanliness aspects of safety-relevant aerospace components.
Technical cleanliness is critical for the proper function and longevity of safety-relevant aerospace components. The presence of microparticles can cause turbines, fuel lines, fuel tanks, and other contamination-critical components to malfunction and even lead to equipment failure. As a result, technical cleanliness, or the detection of particulate contamination on produced components, has become an essential part of quality control and assurance.
The knowledge of these risks has led to the implementation of technical cleanliness standards. Company-specific and international standards for the cleanliness of manufactured components require detailed information about the nature of contamination in production. Installing a dedicated microscope system for technical cleanliness is a crucial step to monitor the cleanliness of a production environment, helping avoid downtime in production and reduce material and energy waste.
Technical cleanliness analysis
A typical workflow for a cleanliness analysis begins with a random selection of technical parts from production to perform sampling to collect microparticulate contaminants. A commonly used sampling technique is the washing method. Washing extracts residues and particles from the component into a rinse fluid. Filtering the rinse fluid deposits the particles onto a filter membrane. After the filter membrane has dried, the total weight of the filter membrane gives an indication of the amount of contamination on the washed parts.
As the weight does not provide information about the characteristics of the individual particles, an analysis with a light microscope is a crucial step to identify the type and size of the individual particles (Figure 1).
The particles found are classified based on international cleanliness standards. The result of the cleanliness inspection is presented in a report containing detailed information about the particles, such as shape characteristics, size distribution, and degree of contamination for each class of particles. Information about the nature of the particles is also important to distinguish between fibres and non-fibres and between metallic and non-metallic particles.
Identifying metallic particles is crucial in many cleanliness applications, as they are harder than non-metallic particles and potentially more harmful to the components being tested. They can have drastic effects on mechanical and electrical properties. For example, metal particles in an internal combustion engine do not burn and over time and can reduce the life of the components. Metal particle contamination also poses a risk in the production of lithium-ion batteries due to the high electrical conductivity of metallic materials. Metal impurities introduced in the production process can cause a short circuit and lead to battery failure. If the results of the microscopic analysis indicate that the number of particles in any of these classes exceeds the assigned limit, the tested part will fail the cleanliness analysis.
Other methods of analysis
If wetting the surface of a component and washing off the particles is undesirable or even impossible, the particles can also be extracted from the surface using other sampling techniques.
For example, the ASTM E1216-11 standard - commonly used in aerospace applications - describes a method for sampling particulate contamination using adhesive tape on surfaces. Known as the tape lift method, this practice applies pressure sensitive tape to the surface and removes it along with the particulate contaminants. The tape with the attached particles is then mounted on a special holder, where the particles are counted using the microscope (Figure 2).
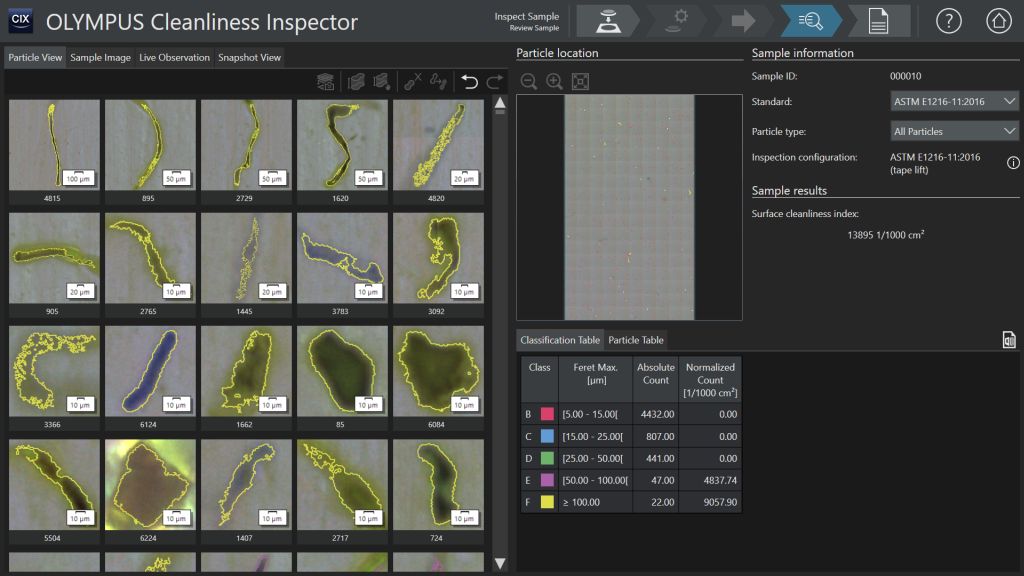
The number of particles found in the examined area is then extrapolated to an area of 1,000cm² to obtain comparable values. As a result, the number of particles found can also be calculated as a degree of cleanliness or as a surface cleanliness index (SCI). With the SCI, the particles are weighted based on their size, since the damage potential of larger particles is significantly greater than that of smaller particles. The number of particles in each size class is multiplied by this weighting factor to get the SCI per size class. Then the SCIs for each class are added together to obtain the SCI for the full inspection (Figures 3 and 4).
In another example, the IEST-STD-CC1246E standard defines methods for specifying and determining the degree of surface cleanliness for contamination-critical aerospace components. This standard also refers to a component surface of 1,000cm². For the test, it describes that the particles are first washed off the object surface and filtered onto a membrane. Deviating from this, it is possible to identify the particles removed from the surface using the tape lift method based on the classification of the IEST-STD-CC1246E standard. A combination of the various extraction methods and the presentation of the results of the particle analysis is possible. In this way, the inspection of technical cleanliness can be adapted to the quality specifications and technical conditions.
It’s easier with automation
A turnkey microscope for technical cleanliness inspection can ease this process from start to finish while producing data that complies with company and international standards. As an example, consider how the CIX100 inspection system from Evident works.
Once the user mounts the sample, the system uses a guided workflow and automation to speed up inspections while minimising the risk of operator errors and sample contamination. With one scan, the system can detect contaminants down to 2.5µm and distinguish between metallic particles, non-metallic particles, and fibres. The software also optimises the inspection area and image settings for different sample types, such as filter membranes, particle traps, and tape lift samples. The software produces the results and reporting for the selected standard, making the system highly flexible for different inspection goals in various industries. A professional report is generated in one click.
In some industries, protecting data from any alteration and deletion and having traceability of any change on the results are crucial. User rights management restricts certain users from access to critical parameters, such as calibration, modification of the inspection configuration and standards, and customisation of the report template. This enables users of all skill levels to stay on task and produce accurate, repeatable results, leading to improved productivity and confidence in the cleanliness data.







